문 01. 표면경화를 위한 열처리 방법이 아닌 것은?
① 침탄법(carburizing)
② 질화법(nitriding)
③ 템퍼링(tempering)
④ 고주파 경화법(induction hardening)
③
<뜨임, tempering>
담금질한 강은 경도는 크나 반면 취성을 가지게 되므로 경도는 다소 저하되더라도 인성을 증가시키기 위해 A₁ 변태점 이하에서 재가열하여 재료에 알맞은 속도로 냉각시켜 주는 열처리이다.
<침탄법, carburizing>
순철에 0.2%이하의 탄소(C)가 합금된 저탄소강을 목탄과 같은 침탄제 속에 완전히 파묻은 상태로 900~950℃로 가열하여 재료의 표면에 탄소를 침입시켜 고탄소강으로 만든 후 급랭시킴으로써 표면을 경화시키는 열처리법이다. 기어나 피스톤 핀을 표면경화할 때 주로 사용된다. 침탄법을 할 때 부분침탄이 필요할 경우, 침탄이 필요 없는 부분에 동도금이나 청화용액을 바른다.
<질화법, nitriding>
암모니아 가스 분위기(영역)안에 재료를 넣고 500℃에서 50~100시간을 가열하면 재료 표면에 Al, Cr, Mo 원소와 함께 질소가 확산되면서 강재료의 표면이 단단해지는 표면경화법
<고주파경화법, induction hardening>
고주파 유도전류로 강(Steel)의 표면층을 급속 가열한 후 급랭시키는 방법으로 가열시간이 짧고, 피가열물에 대한 영향을 최소로 억제하며 표면을 경화시키는 표면경화
문 02. 2개 이상의 판재를 영구적으로 결합시키는 기계요소인 리벳(rivet)에 대한 설명으로 가장 옳은 것은?
① 리벳 구멍은 일반적으로 리벳의 지름보다 1~1.5mm 정도 작게 뚫는다.
② 리벳의 길이는 일반적으로 지름의 5배 이하로 한다.
③ 리벳 효율은 리벳의 전단강도와 구멍이 있는 강판의 인장강도에 대한 비이다.
④ 기밀을 필요로 할 때는 리벳 작업이 끝난 후, 리벳머리의 주위와 강판의 가장자리를 정과 같은 공구로 두드리는 풀러링 작업을 한다.
②
<리벳의 효율>
리벳구멍이 없는 판의 인장강도에 대한 리벳구멍이 있는 리벳의 전단강도비를 리벳의 효율이라고 한다.
<코킹, caulking>
일반적으로 5mm 이상의 판에 적용하여 기밀을 유지한다. 5mm 이하의 너무 얇은 판이라면 판이 뭉개지는 불상사가 일어날 수 있다. 즉, 코킹은 기밀을 필요로 할 때, 리벳 공정이 끝난 후 리벳머리 주위 및 강판의 가장자리를 해머로 때려 완전히 Seal을 하는 작업을 말한다.
<플러링, fullering>
플러링은 코킹 후 기밀을 더욱 완전히 하는 목적으로 강판과 같은 두께의 플러링 공구로 옆면을 치는 작업을 말한다. 따라서 코킹 및 플러링의 목적은 기밀의 유지이다.
<5mm 이하의 판 기밀 유지 방법>
판 사이에 패킹, 개스킷, 기름 먹인 종이 등을 끼워 기밀을 유지할 수 있다.
문 03. 이산화탄소를 저장하기 위하여 구형의 용기(tank)가 사용된다. 용기의 안지름은 2m이고 벽의 두께는 2mm이며 용기 재료에서 허용되는 응력이 100MPa이라면 허용되는 용기의 최대 내부 압력의 값[kPa]은?
① 200
② 400
③ 600
④ 800
②
<구형 탱크의 두께>
$t= \frac{pD_iS}{4 \sigma \eta } +c$
$\sigma $=인장강도(허용인장응력 아님), $D_i$=용기의 안지름(바깥지름 아님), $c$=부식여유(주어지지 않으면 0)
<계산과정>
$2= \frac{p \times 2,000 \times 1}{4 \times 100 \times 1} $, $p=0.4Mpa$
문 04. 지름 0.2m인 도르래의 원주에 2kN의 힘이 작용하여 300rpm의 회전속도로 동력을 전달할 때, 회전축에 걸리는 모멘트[N·m]와 전달 동력[kW]의 값은? (단, $\pi $는 3으로 한다.)
① 200, 3
② 200, 6
③ 400, 6
④ 400, 12
②
<모멘트> <동력>
$M=F \times r$ $H(W)=F \times v$
<계산과정>
1) 모멘트 구하기
$M=2,000N \times 0.1m=200N·m$
2) 원주속도 구하기
$v= \frac{ \pi \times D \times N}{60 \times 1,000}= \frac{3 \times 200mm \times 300rpm}{60 \times 1,000} =3m/s$
3) 원주속도를 이용하여 동력 구하기
$H=2,000N \times 3m/s=6,000W=6kW$
문 05. 아래에서 단인공구를 사용하는 공작기계를 모두 고른 것은?
ㄱ. 선반
ㄴ. 플레이너
ㄷ. 셰이퍼
① ㄱ, ㄴ
② ㄱ, ㄷ
③ ㄴ, ㄷ
④ ㄱ, ㄴ, ㄷ
④
외경선삭, 형삭, 평삭 등에 사용되는 절삭공구는 단인공구이며, 리밍, 브로칭, 밀링, 드릴링 등에 사용되는 절삭공구는 일반적으로 다인공구이다.
문 06. 두 박판의 일부분을 함께 포개 접어 결합시키는 기계적 이음 공정은?
① 시밍(seaming)
② 스티칭(stitching)
③ 크림핑(crimping)
④ 스냅인 체결구(snap-in fasteners)
①
<시밍, seaming>
시밍은 두 박판의 일부분을 함께 포개 접어서 결합시키는 간단한 원리를 이용한 것으로, 두 장의 종이 끝을 겹쳐 접는 것과 유사한 방법이다. 캔 뚜껑, 식품용기 또는 주방용기 등이 대표적인 예이다. 시밍에서 소재는 아주 작은 반경으로 굽혀서 겹쳐질 수 있어야 한다. 그렇지 못하면 소재에 균열이 생기고, 시밍접합부는 공기나 물을 밀폐시키지 못한다. 시밍접합부를 접착제, 코팅, 경계면에 폴리머 사용, 연납(철강캔에 적용) 등으로 보강하면 밀폐효과가 개선된다.
<스티칭, 스테플링, metal stitching, stapling>
종이를 스테플러로 찍는 것과 같은 방법이다. 이 작업은 신속하고, 특히 얇은 금속 및 비금속 재료의 접합에 적합하며 구멍을 준비할 필요가 없다. 포장용 종이상자나 용기를 만들 때 이 방법을 사용한다.
<크림핑. crimping>
크림핑은 체결구를 사용하지 않는 접합법으로, 유리병 뚜껑이나 전선 연결부는 이 방법을 응용하여 조립한다. 이 공정에서는 수축이나 스웨이징으로 비드나 딤플을 만들어서 체결한다. 크림핑은 튜브나 평판부품 모두에 사용된다.
<스냅인 체결구, snap-in fasteners>
이들 체결구는 자동차차체와 가정용품 조립에 널리 쓰이며, 매우 경제적으로 쉽고 빠르게 이음공정을 수행할 수 있도록 해준다.
<열박음과 가압박음, shrink fit and press fit>
열박음은 두 재료 간의 열팽창과 수축을 이용하는 것이다. 금형의 조립과 축에 기어를 설치하거나 캠을 설치할 때 사용한다. 가압박음은 접합되는 한 부분이 다른 부분에 물리적인 힘을 가해 높은 접합강도를 얻는 방법이다.
문 07. 피치원 지름이 132mm, 잇수가 24인 평기어의 원주피치의 값[mm]은? (단, $\pi $는 3으로 한다.)
① 15.5
② 16
③ 16.5
④ 17
③
<기어의 피치원지름> <기어의 이끝원지름>
$D=mZ$ (비무장지대) $D=m(Z+2)$
<이의 크기> <이 끝 높이> <이 두께>
$h=2.25m$ $h=m$ $t= \frac{m \pi }{2} $
<원주피치> <법선피치>
$p=m \pi $ $p=m \pi cos \alpha $
문 08. 스프링백(spring back)에 대한 설명으로 옳은 것을 모두 고른 것은?
ㄱ. 재료의 탄성 한도가 높을수록 스프링백은 커진다.
ㄴ. 판 두께에 대한 굽힘 반지름의 비가 클수록 스프링백은 커진다.
ㄷ. V형 굽힘 가공 시 펀치 끝에 돌기를 설치하여 가공하면 스프링백이 줄어든다.
① ㄱ, ㄴ
② ㄱ, ㄷ
③ ㄴ, ㄷ
④ ㄱ, ㄴ, ㄷ
④
<스프링백, spring back>
소재를 굽힘가공한 후 외력을 제거하면 재료에 잔류한 탄성때문에 일부 탄성복원이 일어나서 원래의 상태로 되돌아가는 현상을 스프링백이라고 한다.
<스프링백의 양을 줄여주는 방법>
- 판재의 온도를 높여서 굽힘작용을 수행한다.
- 굽힘과정 중에 판재에 인장력이 걸리도록 신장굽힘 한다.
- 펀치 끝과 다이면에서 높은 압축응력이 걸리도록 굽힘부위를 압축한다.
→ 펀치 끝에 돌기를 설치하여 굽힘부위를 압축
- 원하는 각도보다 여유각만큼 과도굽힘시킨다.
- 굽힘반경을 작게하고 액압프레스로 긴 시간 동안 가압한다.
<스프링백 변수>
$SB= \frac{HE_{lim}R \sigma_a}{Et \theta TP} $
H: 경도, Eₗᵢₘ: 탄성한계, R: 굽힙반지름, σₐ: 항복강도
E: 종탄성계수, t: 두께, θ: 굽힘각도, T: 온도, P: 인장력
문 09. 펌프에서 발생하는 여러 가지 현상 중 아래의 설명에 해당하는 것은?
펌프의 송출 밸브가 열린 상태에서 펌프를 정지시키면 관 속에 흐르는 유체의 속도가 변화하게 되어 관로에 급격히 압력이 높아지는 부분이 생기며, 이 고압 부분은 관로 속에서 압력파가 되어 반복하며 왕복하게 된다.
① 공동 현상(cavitation)
② 맥동 현상(surging)
③ 노킹 현상(knocking)
④ 수격 현상(water hammer)
④
<수격 현상, water hammering>
배관의 하류 부분에 있는 밸브를 급격하게 닫으면 유체의 흐름이 급격하게 감속되어 유체의 운동에너지가 감소된다. 즉, 운동에너지가 압력에너지로 바뀌게 되면서 배관 내에 탄성파가 왕복하면서 배관을 충격하여 파손시키거나 큰 소음을 발생시키는 것이 바로 수격현상(워터해머링)이다. 수격현상을 방지하기 위한 적정 설계 유속은 1.5~2.0m/s 이다. 특히 물의 수격현상이 문제가 되므로 수격현상을 영어로 water hammering이라고 한다.
<수격현상의 방지대책>
- 송출관 내의 유속이 느리도록 관의 지름을 크게 선정한다.
- 펌프에 플라이휠을 설치한다.
- 송출 관로에 공기실을 설치한다.
- 펌프의 급정지를 피한다.
- 밸브 조작을 서서히 한다.
문 10. 니이형(column-and-knee type) 밀링머신에 대한 설명으로 가장 옳지 않은 것은?
① 수직형 밀링머신은 아버 없이 밀링커터를 주축에 장착한다.
② 새들은 작업대를 지지하며 종방향으로 움직인다.
③ 오버암은 주로 수직형 밀링머신에서 쓰인다.
④ 니이는 새들을 지지하며 절삭깊이 조절 및 다양한 높이를 가진 공작물의 가공이 가능하도록 수직 방향으로 움직인다.
③
<니이형 밀링머신, column-and-knee type>
범용 밀링작업에는 니이형(column-and-knee type) 밀링머신이 가장 많이 사용된다. 주축의 방향에 따라 평밀링작업용 수평형과 정면밀링, 엔드밀링, 보링, 드릴링작업용 수직형으로 구분된다. 이들 기계의 구성 요소들은 수동으로 혹은 동력을 사용하여 구동하며, 각종 CNC 장치를 부착하여 사용하기도 한다.
<베드형 밀링머신, bed-type>
작업테이블이 베드에 직접 설치되어(니이를 대신), 길이방향으로만 움직인다. 따라서 다른 밀링머신에 비해 활용도는 떨어지나, 강성이 크므로 높은 생산성이 요구되는 대량생산에 적합하다. 주축은 수평 혹은 수직으로 설치되며, 공작물의 여러 면을 동시에 가공할 목적으로 2~3개의 주축을 보유하는 형태도 있다.
<플레이너형 밀링머신, planer-type>
베드형과 유사하나, 다양한 면을 가공할 수 있도록 다수의 주축대와 커터를 보유한다. 이 기계는 주로 대형 공작물의 가공에 사용되며, 비슷한 용도의 플레이너보다 작업효율성이 높다.
<회전작업대 밀링머신, rotary-table>
밀링머신은 수직밀링머신과 유사하며, 정면밀링작업용 주축대를 하나 이상 갖고 있다. 공구의 5축 운동이 가능한 형조각기(profile milling machine)는 프로펠러 같이 복잡한 형상을 가진 제품의 가공에 이용된다.
<모방밀링 머신, copy milling, duplicating machine>
촉침을 사용하여 공작물을 모형과 동일한 형상으로 복제한다. 이 기계는 자동차나 항공산업에서 복잡한 형상의 부품이나 다이를 가공하는 용도로 사용되며(다이싱킹), CNC 방식으로 거의 전환되었다. CNC 공작기계는 일관된 정확도로 밀링, 드릴링, 보링, 태핑 등 다양한 작업들을 수행할 수 있어서 활용도가 높다.

문 11. 길이가 L, 직경이 d인 원형봉에 토크 T를 가했을 때, 생기는 비틀림각을 θ라고 하자. 이 원형봉의 길이를 잘라 절반으로 줄이고 토크도 절반으로 줄여 가한다면, 비틀림각은?
① 0.25θ
② 0.5θ
③ 0.75θ
④ θ
①
<축의 비틀림각>
$\theta = \frac{TL}{GI_p}= \frac{32TL}{G \pi r^4} (rad)$
문 12. 재료의 경도를 측정하기 위한 시험방법이 아닌 것은?
① 브리넬 시험(Brinell test)
② 누프 시험(Knoop test)
③ 크리프 시험(creep test)
④ 듀로미터(durometer)
③
<크리프 시험, creep test>
항복점이상의 하중을 가하면 낮은 온도에서도 어느정도 늘어나지만 가공 경화 때문에 늘어나는 속도가 감소되고 마침내 정지한다. 하중이 더 커져서 일정량이 넘든지 온도가 올라가서 연화된다든지 하면 계속해서 늘어나며 그 온도에서 인장강도보다 훨씬 작은 응력에서 파괴된다. 이때, 변형이 일정한 값에서 정지하는 한계의 응력을 크리프한도(creep limit)라 하며, 이것을 구하는 것이 크리프시험(creep test)이다.
<듀로미터, durometer>
스프링식 경도시험기의 일종으로, 고무나 플라스틱 등에 적용한다. 1초 동안 정하중을 빠르게 가해 압입한 후, 압입깊이를 측정한다. 경도값은 압입된 깊이에 반비례하고, 연한 탄성재료에 적용한다.
문 13. 나사의 제도에 대한 설명으로 가장 옳은 것은?
① 암나사의 골지름은 가는 실선으로 그린다.
② 수나사의 바깥지름은 굵은 실선으로 그린다.
③ 수나사의 불완전나사부 경계는 가는 실선으로 그린다.
④ 수나사의 호칭지름은 수나사의 유효지름으로 표시한다.
②
<개정된 KS B 0101(나사 용어)>
암나사 골지름이 바깥지름으로, 암나사 안지름이 골지름으로 변경되었다.
<나사의 제도 - 수나사>
- 정면도에서 바깥지름은 굵은 실선으로 그린다.
- 정면도에서 골지름은 가는 실선으로 그린다.
- 측면도에서 바깥지름은 굵은 실선의 원으로 그린다.
- 측면도에서 골지름은 가는 실선을 사용하여 ¾원으로 그린다.
<나사의 제도 - 암나사>
- 정면도에서 바깥지름은 가는 실선으로 그린다.
- 정면도에서 골지름은 굵은 실선으로 그린다.
- 측면도에서 바깥지름은 가는 실선의 원으로 그린다.
- 측면도에서 골지름은 굵은 실선을 사용하여 ¾원으로 그린다.
- 멈춤 구멍 깊이는 일반적으로 나사 길이의 1.25배 정도로 그린다.
<나사의 제도 - 완전·불완전 나사부>
- 정면도에서 경계선은 굵은 실선으로 그린다.
- 정면도에서 불완전 나사부는 가는 실선을 사용하여 그린다.
→ 축선(axis)에 대하여 30°로 그린다.
<나사의 제도 - 기타>
- 측면도에서 모따기부를 나타내는 원은 그리지 않는다.
- 나사산높이는 접촉높이, 굵은선 굵기의 2배, 0.7mm 중 큰 값으로 한다.
- 수나사와 암나사가 결합된 상태에서는 수나사를 우선으로 그린다.
<나사의 제도 - 바깥 지름이 6mm 이하인 나사>
- 정면도에서 모따기부를 생략해도 된다.
- 불완전 나사부를 그리지 않아도 된다.
- 나사산의 높이는 규정에 구애됨이 없이 적당하게 그리는 것이 좋다.
<불완전 나사부>
- 축의 수나사에 너트+와셔가 조립되는 경우
- 불완전 나사부가 조립도에 보이는 경우
<나사 틈새>
- 축의 수나사에 너트만 조립되는 경우
- 틈새(릴리프 홈)이 조립도에 보이는 경우
- 결합 요소가 뭔지 파악이 안될 경우
문 14. 각속도 50 $rad/s$ 로 회전하던 원판이 일정한 각가속도로 각속도가 증가하여 5초 후 각속도가 200 $rad/s$ 가 되었다. 각가속도의 값[$rad/s^2$]은?
① 30
② 35
③ 40
④ 45
①
<각가속도>
$ \omega = \omega _0+at$
<계산과정>
$200rad/s =50rad/s+5a$, $a=30rad/s^2$
문 15. 피치가 1mm인 2줄 수나사를 여러 번 회전하여 이 수나사가 축 방향으로 10mm 이동한다면, 이 수나사의 회전수는?
① 4
② 5
③ 10
④ 20
②
<나사의 축 방향 이동거리>
거리 = n p r
- 리드는 r이 1일 때
<계산과정>
$10=2 \times 1 \times r, r=5$
문 16. 직교절삭 가공 공정에서 공구의 경사각은 30°, 절삭 깊이는 0.5mm, 절삭 후 측정한 칩 두께는 1.0mm이다. 공구동력계를 이용하여 측정한 주분력과 배분력이 각각 500N과 200N일 때, 총 절삭에너지에 대한 공구-칩 접촉면에서의 마찰력 극복에 소산된 에너지의 비율[%]은? (단, $\sqrt{3} $ = 1.74로 한다.)
① 32.0
② 42.4
③ 58.5
④ 67.4
②
<공구-칩 접촉면에서의 마찰력 극복에 소산된 에너지의 비율>
$\frac{마찰에너지}{총에너지}= \frac{F \times V_c}{F_c \times V}= \frac{F}{F_c} \times r $
<계산과정>
1) 속도비 r 구하기
$\frac{V_c}{V}=r= \frac{t_0}{t_c}= \frac{0.5}{1.0}=0.5 $
2) 주분력 $F_c$=500N
3) 공구와 칩 접촉면에서의 마찰력 F 구하기
- 주분력의 경사각 방향 성분 + 배분력의 경사각 방향 성분
$F=500sin30+200cos30=(500 \times 0.5)+(200 \times 0.87)=424N$
4) 최종 답 구하기
$\phi = \frac{424N}{500N} \times 0.5 \times 100=42.4$

문 17. 표면조도를 조절하는 마무리 공정에 해당하지 않는 것은?
① 호닝(honing)
② 래핑(lapping)
③ 스피닝(spinning)
④ 와이어브러싱(wire brushing)
③
<표면조도를 조절하는 마무리 공정>
피복연삭재, 와이어브러싱, 호닝, 래핑, 연마, 버핑 등
문 18. 역카르노 사이클 냉동기에서 증발기의 온도가 -23℃, 응축기의 온도가 27℃일 때, 이 냉동기의 성적계수는?
① 4.0
② 4.5
③ 5.0
④ 5.5
③
<냉장고의 성능계수, COP>
$COP= \frac{T_L}{T_H-T_L}= \frac{Q_L}{Q_H-Q_L} $
<계산과정>
$COP= \frac{250}{300-250} =5$
문 19. 4행정 사이클 가솔린 기관에서 각 행정별 밸브의 개폐 상태로 가장 옳지 않은 것은?

④
<4행정 사이클 기관에서의 행정별 밸브 상태>
- 흡입(흡기 밸브: 열림, 배기 밸브: 닫힘)
- 압축(흡기 밸브: 닫힘, 배기 밸브: 닫힘)
- 팽창, 폭발(흡기 밸브:닫힘, 배기 밸브: 닫힘)
- 배기(흡기 밸브: 닫힘, 배기 밸브: 열림)
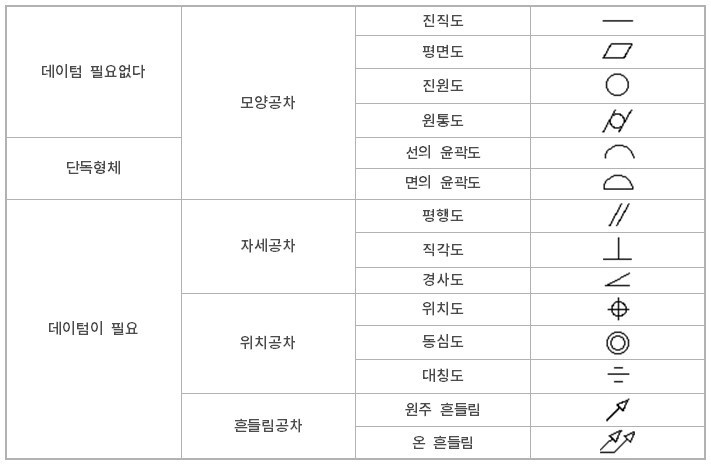
문 20. 기하공차의 기호와 종류를 옳게 짝지은 것은?

②
① 위치도, ③ 동심도, ④ 면의 윤곽도
'기계일반 > 서울시 9급(시설관리)' 카테고리의 다른 글
| 2024년 서울시 9급(보훈청) 기계일반 문제 및 해설 (0) | 2024.07.08 |
|---|---|
| 2024년 제2회 서울시 9급(시설관리) 기계일반 문제 및 해설 (1) | 2024.07.08 |
| 2023년 서울시 9급(보훈청) 기계일반 문제 및 해설 (1) | 2024.04.13 |
| 2023년 서울시 9급(시설관리) 기계일반 문제 및 해설 (0) | 2024.04.13 |
| 2022년 서울시 9급(보훈청) 기계일반 문제 및 해설 (0) | 2024.03.17 |




댓글