문 01. 모재의 한쪽에 구멍을 뚫고 이를 용가재로 채워, 다른 쪽 모재와 접합하는 용접부의 종류는?
① 비드용접(bead weld)
② 플러그용접(plug weld)
③ 그루브용접(groove weld)
④ 덧살올림용접(build-up weld)
②
<비드 용접, bead welding>
접합 또는 덧살붙이기의 의미를 가지지 않고 단순히 평판 위에 용접비드를 연속으로 용착시키는 용접방식. 모재와 용가재가 용해되어 생긴 금속의 규칙적인 파형 모양으로 용접하는 방법이다.
<플러그 용접, plug weld>
모재의 한쪽에 구멍을 뚫고 이를 용가재로 채워, 다른 쪽 모재와 접합하는 용접부의 종류
<그루브 용접, groove welding>
홈 용접이라고도 하며, 접합하는 두 부재 간에 적당한 형상의 홈을 마련하고 여기에 용착금속을 붙이는 용접법이다.
<덧붙이 용접, built-up welding>
치수가 부족한 부분이나 마모된 표면을 보충시키는 용접방식이다.
문 02. 기어에 대한 설명으로 옳은 것은?
① 헬리컬기어는 평행한 두 축 사이에서 동력을 전달한다.
② 스퍼기어에서 모듈은 기어의 잇수를 피치원 지름으로 나눈 값이다.
③ 하이포이드기어는 두 축이 수직이고 축 중심이 서로 교차하는 경우에 사용하는 기어이다.
④ 사이클로이드 치형은 원통에 감긴 실을 팽팽하게 잡아당기면서 풀어 나갈 때 실의 한 점이 그리는 궤적과 같다.
①
<헬리컬기어의 특징>
- 헬리컬기어는 평행한 두 축 사이에서 동력을 전달한다.
- 고속운전이 가능하며 축간거리 조절이 가능하고 소음 및 진동이 적다.
- 물림률이 좋아 스퍼기어보다 동력 전달이 좋다.
- 축방향으로 추력이 발생하여 스러스트 베어링을 사용한다.
- 최소잇수가 평기어보다 적으므로 큰 회전비를 얻을 수 있다.
- 기어의 잇줄 각도는 비틀림각에 상관없이 수평선에 30도로 긋는다.
문 03. M20 × 2 삼각나사에 대한 설명으로 옳지 않은 것은?
① 미터나사이다.
② 피치는 2mm이다.
③ 리드는 2mm이다.
④ 유효지름은 20mm이다.
④
<M20 × 2 삼각나사>
오른나사 줄수 1, 미터 나사, 외경 20[mm], 피치 2[mm]
이것만으로는 유효지름을 알 수 없으며 20mm는 나사 외경이다.
<나사의 유효지름, pitch diameter of thread>
나사 홈의 폭이 나사산의 폭과 같게 되는 가상 원통(원뿔의 지름)
문 04. 펌프 운전 중에 토출량의 변동이 발생하여 흡입 및 토출 배관에서 주기적인 진동과 소음이 수반되는 현상은?
① 서징(surging)
② 공동현상(cavitation)
③ 오일포밍(oil foaming)
④ 축추력현상(axial thrust force)
①
<맥동현상, 서징현상, surging>
펌프, 송풍기 등이 운전 중에 한숨을 쉬는 것과 같은 상태가 되어 펌프인 경우 입구와 출구의 진공계, 압력계의 지침이 흔들리고 동시에 송출유량이 변화하는 현상이다. 즉, 송출압력과 송출유량 사이에 주기적인 변동이 발생하는 현상이다.
<서징현상의 원인>
- 펌프의 양정곡선이 산고곡선이고, 곡선의 산고상승부에서 운전했을 때
- 배관 중에 수조가 있을 때 또는 기체 상태의 부분이 있을 때
- 유량조절밸브가 탱크 뒤쪽에 있을 때
- 배관 중에 물탱크나 공기탱크가 있을 때
<서징현상의 방지법>
- 바이패스 관로를 설치, 운전점이 항상 우향하강 특성이 되도록 한다.
- 우향하강 특성을 가진 펌프를 사용한다.
- 유량조절밸브를 기체 상태가 존재하는 부분의 상류에 설치한다.
- 송출측에 바이패스를 설치한다.
→ 펌프로 송출한 물 일부를 흡입측으로 되돌린다.
→ 그 소요량만큼 전방으로 송출한다.
<캐비테이션, cavitation, 공동 현상>
펌프의 흡입측 배관 내의 물의 정압이 기존의 증기압보다 낮아져서 기포가 발생되는 현상으로, 펌프와 흡수면 사이의 수직거리가 너무 길 때, 관 속을 유동하고 있는 물속의 어느 부분이 고온도일수록 포화증기압에 비례해서 상승할 때 발생한다.
<캐비테이션의 발생>
- 물속 어느 부분의 정압이 그때 물 온도에 해당하는 증기압력 이하일 때
→ 부분적으로 증기가 발생하는 현상이다.
→ 유체의 압력이 국부적으로 매우 낮아질 때 발생한다.
- 펌프에 물이 고속으로 유량이 증가할 때 펌프 입구에서 발생한다.
- 회전하는 프로펠러 끝단 유체의 고속·저압에서 발생한다.
- 캐비테이션수가 임계 캐비테이션수보다 낮을 때 발생한다.
- 유체에 압력파동을 만들어 주면 캐비테이션이 더 일어난다.
- 펌프와 흡수면 사이의 거리가 너무 멀 때
- 흡입양정이 크고, 액체의 온도가 높을 경우
- 날개차의 원주속도가 크고, 날개차의 모양이 적당하지 않을 경우
<캐비테이션의 영향>
- 양정곡선이 저하되며 효율곡선도 하강된다.
- 윤활작용이 감소하고 작동유의 열화가 촉진된다.
→ 소음·진동 발생, 관 부식, 임펠러 손상, 펌프의 성능 저하를 유발한다.
- 기포는 작동유에 비해 압축성이 높으므로 압축성이 증가한다.
→ 유압기기 작동이 불안정하게 된다.
<공동현상의 방지>
- 실양정이 크게 변동해도 토출량이 크게 증가하지 않도록 주의한다.
- 스톱밸브를 지양, 슬루스밸브를 사용하고 펌프의 흡입수두를 작게 한다.
- 유속을 3.5m/s 이하로 유지시키고 펌프의 설치위치를 낮춘다.
- 마찰저항이 작은 흡입관을 사용하여 흡입관 손실을 줄인다.
- 펌프의 임펠러속도(회전수)를 작게 한다. 즉, 흡입비교회전도를 낮춘다.
- 펌프의 설치위치를 수원보다 낮게 한다.
- 양흡입펌프를 사용, 즉 펌프의 흡입측을 가압한다.
- 관 내의 물의 정압을 그때의 증기압보다 높게 한다.
- 흡입관의 구경을 크게 하며 배관을 완만하고 짧게 한다.
- 펌프를 2개 이상 설치한다.
- 유압회로에서 기름의 정도는 800ct를 넘지 않아야 한다.
- 압축펌프를 사용하고, 회전차를 수중에 완전히 잠기게 한다.
<오일포밍, Oil foaming>
오일 포밍은 압축기 내부에서 냉매가 갑자기 끓어 거품이 일어나는 현상을 말한다. 일반적으로 프레온(Freon)냉매를 이용하는 저압식압축기에서 발생하는데, 외기온도가 낮은 환경에서 초기 기동 시 발생한다.
<오일포밍의 원인>
CFC계 냉매(프레온)은 압력이 높고 온도가 낮을수록 냉동기유(oil)에 잘 용해되기 때문에 프레온계 냉동장치를 운전하다가 정지하면 압축기 크랭크케이스(crankcase) 내부의 냉동유(oil)에 냉매가 용해된다. 압축기가 다시 기동 시, 크랭크케이스 내의 압력이 급격히 낮아져, 냉동유에 용해되어 있던 냉매가 다시 급격히 분리된다. 이 때 유면이 약동하여 윤활유에 거품(bubble)이 일어나는 현상을 말한다. 오일포밍은 온도(기온)와 밀접한 관계가 있다. 압축기의 휴지기가 길면 압축기 온도가 낮아지게(여름철은 무관) 되는데 이때 압축기 내 잔류하고 있는 냉동유와 냉매의 온도도 같이 낮아지게 된다. 냉매(프레온 계열)의 특성상 임계점이 상온이고 오일에 쉽게 용해되는 성질이 있어 압축기 온도가 낮은 상태에서 기동시 냉매와 오일이 섞여 함께 토출되게 되는데, 여기서 오일과 냉매가 섞여 거품이 생기는 현상을 오일포밍이라고 하고, 압축기 온도가 냉매의 임계점 이상의 온도가 될 때까지 발생한다.
<오일포밍의 영향>
- 응축기나 증발기로 다량의 오일이 유입되어 전열불량의 원인이 됨
- 크랭크 케이스 내에 오일부족현상을 초래
→ 윤활불량으로 활동부의 마모 및 소손 우려가 있음
- 오일해머링의 발생할 가능성이 큼
<오일포밍의 방지>
- 냉매가스와 윤활유를 분리하는 유분리기를 설치
- 크랭크 케이스내 오일히터를 설치하여 운전 전에 크랭크 케이스를 가열
→ 오일 중 용해된 냉매를 증발시킴
- 압축기 정지시, 펌프다운(pump down)운전을 실시함
- 가스가 과도하게 충전되어 있으면 가스를 배출해 저압으로 한다.
- 팽창밸브를 잠근다.
<축추력, axial thrust force>
단흡입회전차에 있어 전면측벽과 후면측벽에 작용하는 정압에 차이가 생기기 때문에 축방향으로 힘이 작용하게 된다. 이것을 축추력이라고 한다.
<축추력 방지법>
- 양흡입형의 회전차를 사용한다.
- 평형공을 설치한다.
- 후면측벽에 방사상의 리브를 설치한다.
- 스러스트베어링을 설치하여 축추력을 방지한다.
- 평형원판을 사용한다.
- 다단펌프에서는 단수만큼의 회전차를 반대방향으로 배열한다.
→ 자기평형시킨다.
문 05. 알루미늄 합금에 대한 설명으로 옳은 것은?
① 주물용 알루미늄 합금인 실루민(silumin)은 절삭성이 좋다.
② 내식용 알루미늄 합금은 Al에 Cu, Ni, Fe 등을 첨가하여 내식성을 높인 것이다.
③ Al에 Cu, Si 등을 첨가한 다이캐스팅용 합금으로는 알클래드(alclad)가 있다.
④ 초두랄루민(super duralumin)은 시효경화(age hardening)를 통해 강도를 높인 것이다.
④
<알루미늄 합금>
- 주조용: 실루민(알팩스), 라우탈, Y합금, 로엑스 합금(Lo-Ex), 코비탈륨
- 가공용: 두랄루민, 알클래드
- 내식용: 알민, 알드레이, 하이드로날륨
<내식용 알루미늄 합금>
내식성에 나쁜 영향을 주지 않고 강도를 개선하는 원소에는 Mn, Mg, Si 등이 있으나 Cu, Ni, Fe 등은 내식성을 악화시키고, Cr은 응력부식균열을 방지하는 효과가 있다.
<실루민, silumin>
일명, 알팩스라 하며 Al-Si계 합금의 공정 조직이다. 10 ~ 13%의 Si로 구성되어있고, 용융점이 낮고 유동성이 좋아 주물에 많이 이용되지만 절삭성은 좋지 않다. 소량의 망간(Mn)과 마그네슘(Mg)이 첨가되기도 한다. 공정반응이 나타나며 시효경화성은 없다. 또한 개량처리를 통해 기계적 성질의 개선 및 가공성이 증대될 수 있다.
<알클래드, alclad>
고강도 합금판재인 두랄루민의 내식성을 향상시키기 위해 이것에 순수 Al 또는 Al 합금을 피복한 것으로 강도와 내식성을 동시에 증가시킬 목적으로 사용한다.
<초두랄루민, super duralumin, 2024 합금, SD>
- 시효경화(age hardening)를 통해 강도를 높인 것
- Al-Cu-Mg-Mn 합금(Cu 4.5%, Mg 1.5%, Mn 0.6%)
- 항공기 재료로 적합, T₄ 처리(인장강도 480 Mpa로 향상)
- T₅ 처리(T₄ 처리와 강도는 동일하고 내력 상승)
- 연신은 감소되지만 실용상 지장이 없으므로 많이 사용
- 내식성이 좋지 않아 부식 염려가 있음
- 표면에 순 Al을 피복한 clad재를 사용
문 06. 섬유강화플라스틱에 대한 설명으로 옳지 않은 것은?
① 유리, 탄소를 섬유로 사용할 수 있다.
② 폴리에스테르, 에폭시를 기지로 사용할 수 있다.
③ 섬유를 한 방향으로 정렬하면 소재의 이방성이 감소한다.
④ 섬유를 액체 기지에 넣은 후 다이를 통과시켜 만드는 방법을 펄트루전법(pultrusion)이라고 한다.
③
<강화플라스틱의 최대강도와 강성>
강화플라스틱에서 최대강도 및 강성은 인장력이 작용하는 방향으로 섬유가 배열될 때 얻어진다. 이러한 복합재료는 당연히 심한 이방성을 나타낸다. 그 결과, 복합재의 다른 성질들, 즉 강성, 크리프저항, 열 및 전기전도, 열팽창 등도 이방성을 띤다. 일방향 강화구조에서 가로방향의 성질은 길이방향보다 훨씬 낮다. 예를 들어, 섬유보강 테이프는 세로방향으로는 쉽게 찢어지나, 인장력을 가하여 잡아당길 때에는 매우 강하다. 강화플라스틱제품에는 사용조건에 따르는 최적의 기능을 줄 수 있다. 예를 들어, 여러 방향으로부터 힘을 받는 제품(예: 벽두께가 얇은 압력용기)에는 섬유를 모재에 열십자로 배열하여 강화한다. 또한 플라스틱모재의 재질과 형태를 다양하게 사용하여 제조공정을 쉽게 함으로써 경비를 줄이고 특정한 성질 (침투성이나 치수 안정성을 줄 수 있다.
<섬유 강화 플라스틱, FRP>
유리, 탄소, 폴리에스터 수지, 에폭시 수지 등의 열경화성 수지를 섬유 등의 강화재로 보강하여 기계적 강도와 내열성을 높인 플라스틱
<FRP의 특징>
- 동일 중량으로 기계적 강도가 강철보다 강력하다.
- 내열성, 내식성, 내약품성이 우수하다.
- 산, 알칼리, 염 등에 부식되거나 녹지 않는다.
- 철보다 강하고 알루미늄보다 가볍다. 즉, 가볍고 내구성이 강하다.
- 비중은 철의 약 25%이다.
- 여러 형상으로 성형이 가능하며 여러 가지 색으로 착색이 가능하다.
- 섬유의 종류, 형상, 체적분율이 강화 플라스틱 성질에 영향을 미친다.
- 강성, 열팽창 등에서 이방성이 나타난다.
- 인장력이 작용할 때 최대강도
→ 인장력이 작용하는 방향으로 강화섬유가 배열될 때 얻어진다.
<불포화 폴리에스테르계>
유리섬유 합침시키는 것이 가능하므로 FRP용으로 사용되는 열경화성 플라스틱이다.
<탄소 섬유 강화 플라스틱, CFRP>
카본 필라멘트를 와인딩 모양이나 직물 모양으로 한 후, 수지를 함침하여 경화시킨 복합재이다. 즉, 탄소섬유(CF)를 강화재로 하는 플라스틱계 복합재를 말한다.
<CFRP의 특징>
- 미관이 수려하고 유지 보수 비용이 없거나 대단히 적다.
- 보강 후 자중의 증가가 경미하다.
- 제한된 장소에서도 용이한 시공성을 가진다.
- 피로에 대한 저항성이 높고 응력부식, 지연파괴가 없다.
- 철의 5 ~ 10배 높은 인장강도를 가진다.
- 환경오염이 없다.
<펄트루젼 공법, Pultrusion>
연속섬유 강화 플라스틱 제작에 이용되는 펄트루젼(Pultrusion) 방법은 넓게 펼쳐진 연속섬유 다발을 액상(또는 용융)의 수지조 또는 다이를 통과시켜 연속섬유 다발에 플라스틱 수지를 함침시키는 것인데, 공정조건을 최적화하면 함침도를 증가시킬 수는 있으나, 보강섬유(연속섬유) 및 플라스틱 수지의 함량조절이 어렵고, 유연성이 떨어져 직조가 용이하지 않은 단점이 있다.
<핫프레싱 공법, Hot Pressing>
연속섬유 강화 플라스틱 제작에 이용되는 혼합방사(Commingle)에 이은 핫프레싱(Hot Pressing) 방법은 연속섬유와 섬유 형태의 플라스틱 수지를 혼합방사한 다음, 이를 가열압착(Hot Pressing)하는 방법인데, 가열압착된 혼합방사 섬유는 연속섬유와 플라스틱 수지의 물리적 결합으로 섬유의 유연성이 크게 상실되지 않아 직조가 용이하고, 직조 후 열간압착하는 경우 성형성 및 함침성이 우수하며, 연속섬유 강화 플라스틱의 보강섬유 및 플라스틱 수지의 함량 조절이 자유롭다. 그러나, 연속섬유 다발 내에 플라스틱 수지가 무작위로 혼합되기 때문에 직조후 열간압착하는 경우 부분적으로 충분한 함침이 일어나지 않아 물성의 균일도가 떨어지고, 섬유 형태로 만들었을 때 가공성과 관련하여 충분한 일롱게이션(Elongation) 특성을 갖는 열가소성 플라스틱에 제한적이라는 단점이 있다.
문 07. 진응력($\sigma $)과 진변형률($\epsilon $)의 관계가 $\sigma =K \epsilon ^{n} $(K: 강도계수, n: 변형경화지수)인 금속재료를 진변형률이 0부터 $ \epsilon _{1} $이 될 때까지 변화시켰을 때, 소요된 단위 부피당 에너지를 구하면? (단, 주어진 식은 탄성영역 및 소성영역에 모두 적용되고 에너지 손실은 없다.)
① $ \frac{K \epsilon _{1} ^{n} }{n} $
② $ \frac{K \epsilon _{1} ^{n+1} }{n} $
③ $ \frac{K \epsilon _{1} ^{n} }{n+1} $
④ $ \frac{K \epsilon _{1} ^{n+1} }{n+1} $
④
<진응력-진변형률 그래프에서 단위 부피당 에너지>
선도 아래 면적을 뜻한다. 따라서, $K \epsilon ^{n} $을 0부터 $ \epsilon _{1} $까지의 범위로 정적분 진행하면 된다. 단순한 다항함수의 적분이므로, 상수 K를 앞으로 빼고, $ \epsilon ^{n} $을 적분하면 된다.
문 08. 주형 안에서 두 줄기의 용탕이 한 점에서 만날 때 완전히 융합되지 않아 경계가 생기는 주물결함은?
① 기공(blow hole)
② 개재물(inclusion)
③ 콜드셧(cold shut)
④ 편석(segregation)
③
<기공, blow hole>
용융금속 중의 가스가 외부에 배출하지 못하고 주물 내부에 남아 있을 때 이를 기공(blow hole)이라 한다.
<기공의 원인, blow hole>
- 쇳물주입 온도를 필요 이상 높다.
- 용탕의 가스함유량이 지나치게 높다.
- 레이들의 건조 불충분에 의한 가스흡수, 주형 및 코어에 수분이 많다.
- 주형, 코어 점결제, 첨가제, 도형제의 가스발생량이 지나치게 많다.
- 주형 및 코어의 공기 및 가스배출이 나쁘다.
<기공의 방지책>
- 쇳물 주입온도를 필요이상 높게 하지 말 것
- 쇳물아궁이를 크게 하고, 덧쇳물(riser, feeder)을 붙여 용융금속에 압력을 가할 것
- 주형의 통기성을 좋게 하여, 주형에서 가스발생을 방지할 것
- 주형내의 수분을 적게 하며, 물아궁이의 위치와 크기를 적절히 선정할 것
<개재물, inclusions>
용해, 응고, 조형 과정에서 혼입 개재물은 용해 시에 분위기(보통 산소)나 도가니 재료와의 반응, 용탕의 원소끼리 화학반응, 슬래그나 외부물질이 용탕에 갇혀서, 용탕과 주형재료 사이의 반응결과, 주형이나 코어 표면의 파편이 떨어져서 만들어진다. 따라서 용탕품질을 잘 유지하고 주형상태를 지속적으로 점검하는 것이 매우 중요하다. 일반적으로 비금속개재물은 응력집중원으로 작용하고, 또한 주물강도를 감소시키므로 유해하다. 또한 주물 내의 경한 개재물은 후속 절삭작업에서 절삭공구를 파손시킬 수 있다. 개재물은 용탕의 처리과정에서 여과할 수 있다.
<콜드셧, cold shut>
쇳물경계, 탕경이라고도 하며, 주형 내에서 이미 응고된 금속에 용융금속이 들어가 응고속도의 차이로 앞서 응고된 금속면과 새로 주입된 용융금속의 경계면에 발생하는 결함이다. 주로 표면 결함으로 검출되며 선상 모양으로 나타난다. 용융금속을 주형에 주입시 용탕이 튀는 경우가 있는데 이때, 먼저 주입된 용융금속표면이 산화된 위의 용탕에 튀어서 포개지면 용탕금속의 층을 형성하게 되는데, 이것을 콜드셧이라 한다. 또한 2개의 방향에서 쇳물이 유동되어 만났을 때 완전히 융합되지 않은 채 응고된 결합은 유동경계선이 생기는데 이것도 콜드셧이라 한다.
<편석, segregation>
주물의 일부분에 불순물이 집중하여 석출되든가, 가벼운 부분이 위에 뜨고 무거운 부분이 밑에 가라앉아 굳어지든가 또는 처음 생긴 결정과 후에 생긴 결정의 배합이 달라질 때가 있다.
<미세편석, micro segregation>
표면부는 수지상정의 중심부보다 합금원소들이 더 많이 집중되는데, 이는 수지상정이 만들어지는 동안 중심부로부터 표면부로 용질이 방출되기 때문이다. 수지상정 뿌리 부근, 이 부분에 용질이 많이 집중되어 있다. 즉, 이 부분의 미세편석은 다른 곳보다 훨씬 심하다.
<정상편석, normal segregation>
주물 전체에서 조성이 차이를 보이는 것이다. 응고면이 주형벽면으로부터 내부로 이동할 때 평면을 유지하면, 합금성분 중에서 융점이 낮은 성분은 중심 쪽으로 이동한다. 결국 주물표면보다 중심부에 합금원소들이 집중된다.
<역편석, inverse segregation>
고용체합금의 수지상정 구조에서는 이와 반대 현상으로 주물 중심부에서 합금원소 농도가 낮아진다. 그 이유는 합금원소 농도가 높은 용탕이 이미 냉각하여 수축된 수지상정 가지 사이의 빈 부분에 공급되기 때문이다.
<중력편석, gravity segregation>
중력으로 인해 생기는데 이는 밀도가 높은 성분은 아래로 가라앉고 밀도가 낮은 성분(안티몬-납합금에서의 안티몬)은 표면에 뜨면서 생긴다. 내부가 등축립인 고용체의 전형적인 주조조직이 나타나 있다. 이 내부영역은 접종제(inoculant)를 첨가함으로써 주물 전체로 확장시킬 수 있다.
<편석의 방지책>
- 주물을 급랭시키지 말 것
- 각 부의 온도차이를 적게 할 것
- 주물의 두께차이를 갑자기 변화시키지 않을 것
- 각이 진 부분을 둥글게(rounding) 할 것
문 09. 센터리스 연삭에 대한 설명으로 옳지 않은 것은?
① 대형 공작물은 연삭하기 어렵다.
② 고도로 숙련된 작업자가 필요하다.
③ 센터나 척(chuck) 없이 공작물을 연삭한다.
④ 원통외면을 연속적으로 연삭하면 생산속도가 높다.
②
<센터리스 연삭기의 특징: 장점>
- 센터를 필요로 하지 않으므로 센터구멍을 뚫을 필요가 없다.
- 공작물을 고정하기 위한 콜릿, 척 등이 필요하지 않다.
- 중공의 원통을 연삭하는데 편리하다.
- 신속하고 연속작업을 할 수 있어 대량생산에 적합하다.
- 긴 축 재료의 연삭이 가능하다.
- 연삭여유가 작아도 된다.
- 연삭숫돌 바퀴의 나비가 크므로 지름의 마멸이 적고 수명이 길다.
- 기계의 조정이 끝나면 가공이 쉽고 작업자의 숙련이 필요없다.
- 외경연삭뿐만 아니라 내경연삭도 할 수 있다.
- 공작물 처짐이나 진동이 적고 정밀 연삭이 가능하다.
<센터리스 연삭기의 특징: 단점>
- 긴 홈이 있는 공작물은 연삭할 수 없다.
- 대형 중량물은 연삭할 수 없다.
- 연삭숫돌 바퀴 너비보다 긴 공작물은 전·후 이송법으로 연삭할 수 없다.
→ 연삭숫돌 폭보다 넓은 가공물을 플랜지 컷 방식으로 연삭할 수 없다.
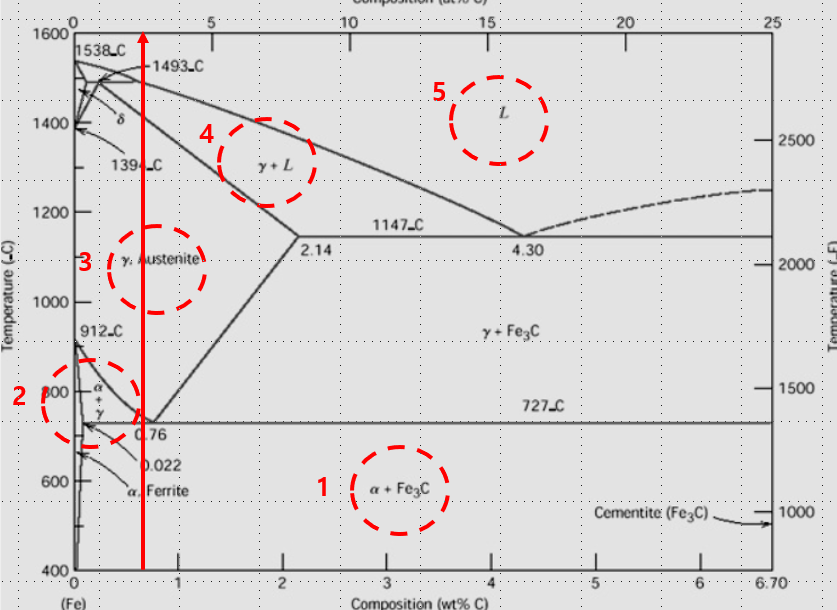
문 10. 다음은 탄소 0.6%를 함유하고 있는 강을 준평형상태 조건에서 상온부터 서서히 가열할 때, 발생하는 조직의 변화를 나타낸 것이다. (가), (나), (다)에 들어갈 말을 바르게 짝 지은 것은? (단, 탄소는 $Fe_{3}C $로 존재한다.)
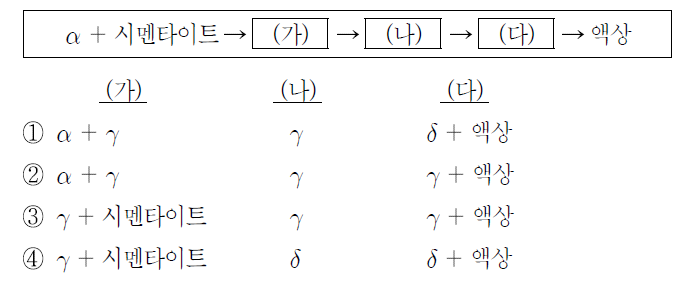
②
문 11. 증기동력장치의 이상적인 사이클은?
① 디젤사이클
② 랭킨사이클
③ 오토사이클
④ 브레이튼사이클
②
<디젤 사이클, diesel cycle>
- 2개의 단열과정, 1개의 정압과정, 1개의 정적과정
- 등엔트로피 압축과 팽창과정을 하나씩 가진다.
- 저속디젤기관의 이상 사이클
- 흡입 → 단열압축 → 정압가열 → 단열팽창 → 정적방열 → 배기
- 고속디젤기관의 이상 사이클은 사바테사이클
<랭킨 사이클, rankine cycle>
- 증기원동소의 이상사이클, 화력발전소 기본 사이클
- 2개의 정압과정 + 2개의 단열과정
- 단열팽창이 일어나 팽창일을 만들어내는 곳은 터빈이다.
- 터빈은 열에너지를 기계에너지로 변환한다.
- 보일러 → 터빈 → 복수기 → 펌프
- 정압가열 → 단열팽창 → 정압방열 → 단열압축
- 보터복펌 정단정단 가팽방압
<오토 사이클, otto cycle>
- 가솔린 기관의 이상 사이클
- 2개의 정적과정 + 2개의 단열과정
- 단열압축 → 정적가열 → 단열팽창 → 정적방열
- 단정단정 압가팽방
<브레이튼 사이클, brayton cycle>
- 2개의 정압과정, 2개의 단열과정
- 가스터빈(GT)의 이상사이클
문 12. 용융 합금을 급속 냉각시켜 원자배열이 무질서하며 높은 투자율이나 매우 낮은 자기이력손실(magnetic hysteresis loss) 등의 특성을 가진 합금은?
① 비정질합금
② 초소성합금
③ 초내열합금
④ 형상기억합금
①
<비정질 합금, amorphous alloy>
보통의 금속과 달리 결정립구조를 갖지 않는 금속을 비정질합금이라고 한다. 이 합금은 결정립계가 없고 원자들이 임의로 빽빽이 차있다. 이 구조는 유리의 구조와 비슷하기 때문에, 이 합금을 금속유리(metallic glass)라고도 한다. 이들 재료는 선재, 리본, 판재, 분말의 형태 외에 덩어리 형태로도 가용하며, 지속적으로 연구되어 중요한 재료로 부각되고 있다. 비정질합금은 보통 철, 니켈, 크롬으로 구성되며, 탄소, 인, 보론, 알루미늄, 규소를 합금원소로 첨가한다. 이들 합금은 내부식성이 뛰어나고, 연성과 강도가 우수하다. 또한 자기이력손실이 매우 낮아서 변압기, 발전기, 모터, 자기 증폭기, 선형 가속기용 자기철심으로 적합하다. 비정질합금은 1960년대에 용융금속을 초고속으로 급랭하여 처음 얻어졌다. 급속응고를 얻는 한 방법인 스플랫 냉각(splat cooling) 혹은 멜트스피닝(melt spinning)은 용탕을 회전시키며 매우 빠른 속도로 방출시키는 방법이다. 이때 냉각속도는 10⁶~10⁸ K/s 정도에 달하여 용융금속의 결정이 생길 충분한 시간을 갖지 못하게 된다. 하지만 비정질합금의 온도를 높이고 천천히 냉각시키면 결정구조를 갖게 된다.
<비정질합금의 특징>
- 일반적인 금속에 비해 기계적 강도가 우수하고 내식성이 좋다.
- 우수한 연자기 특성을 가지고 있지만 전기전도성은 우수하지 않다.
- 주조 시 응고수축이 적고, 주물제작 했을 때 표면이 매끈하다.
→ 후가공이 필요 없다.
- 열을 가하면 다시 보통의 결정구조를 가진 금속으로 되돌아간다.
- 장시간 내버려두면 본연의 결정구조를 찾아 재결정화가 일어난다.
<초소성, super plasticity>
금속재료가 유리질처럼 늘어나는 특수한 현상을 말한다. 즉, 재료가 어떤 작용응력상태에서 파단에 이르기까지 수백% 이상의 큰 신장률을 발생시키는 현상을 말한다. 초소성 현상을 나타내는 재료에는 공정 또는 공석조직을 나타내는 것이 많다. 또한, Ti 및 Al계 초소성합금이 항공기의 구조재로 사용되고 있다.
<초소성 성형의 특징>
- 다른 소성가공 공구들보다 낮은 강도의 공구를 사용할 수 있다.
→ 공구 비용이 절감된다.
- 초소성은 일정한 온도영역과 변형속도의 영역에서 나타난다.
- 성형 제품에 잔류응력이 거의 없고, 2차 가공이 거의 필요 없다.
→ 복잡한 제품을 일체형으로 성형할 수 있다.
- 외력을 받았을 때, 슬립 변형이 쉽게 일어난다.
- 높은 변형률 속도로는 성형이 불가능하다.
→ 빠르게 성형가공하려고 하면 금속재료는 끊어지고 만다.
→ 원하는 형상을 얻기도 전에 재료가 끊어질 수 있다.
→ 낮은 변형률 속도로 천천히 원하는 형상을 가꾸어 나가야 한다.
<초소성을 얻기 위한 조건>
- 결정립 모양은 동축이어야 한다.
- 결정립은 미세화되어야 한다.
- 모상 입계가 인장 분리되기 어려워야 한다.
→ 인장분리가 쉽게 된다면 늘어나다가 끊어진다.
- 모상의 입계는 고경각인 것이 좋다.
<초소성 합금의 종류>
- Bi합금: 연신율 1,500%
- Co합금: 연신율 850%
- Ag합금: 연신율 500%
- Cd합금: 연신율 350%
<초내열합금, high heat-resistance alloy>
1,000℃ 가까운 높은 온도에서도 강도와 내식성을 유지하는 합금. 일반적으로 철·니켈·코발트를 주성분으로 하는 니켈크로뮴강에 몰리브데넘·텅스텐·바나듐 따위를 넣은 것으로, 스텔라이트·니켈크롬 합금 따위가 있다.
<형상 기억 합금, shape memory alloy>
전이 온도 이하에서 변형하여도 전이 온도 이상이 되면 변형 이전의 모양으로 되돌아가는 성질인 소재의 회복력을 지닌 합금이며 티타늄-니켈 합금이 대표적이며 우주선의 안테나 등의 인공위성부품, 인공심장밸브, 스탠트, 감응장치, 치열 교정기, 안경 프레임, 급유관의 이음쇠, 브레지어의 와이어 등에 사용된다.
문 13. 기계요소에 대한 설명으로 옳지 않은 것은?
① 클러치는 운전 중 필요에 따라 탈착이 가능한 축이음이다.
② 코터는 회전축에 기어, 풀리 등을 고정하여 회전력을 전달하는 것이다.
③ 나사는 부품을 결합하거나 위치를 조정하며, 힘을 전달하기 위해 사용하는 것이다.
④ 리벳이음은 미리 구멍이 뚫려있는 강판에 리벳을 끼우고 머리를 만들어 결합시키는 것이다.
②
<코터, cotter>
한쪽이나 양쪽에 기울기를 가진 쐐기 모양으로, 축 방향으로 인장 또는 압축을 받는 곳에 사용한다.
<코터의 부가적 설명>
- 코터 재료의 경도는 축보다 약간 큰 것을 사용
- 구조가 간단하여 해체하기 쉬움
- 조절도 가능하므로 두 축의 연결용으로 많이 사용
- 축의 길이 방향에 평행하게가 아닌, 직각으로 끼워 축을 결합한다.
- 코터는 주로 굽힘모멘트를 받게 된다.
- 압축하중을 받는 축에는 로드에 칼라를 만든다.
- 지브를 사용하는 이유는 소켓이 갈라질 염려가 있을 경우이다.
- 한쪽 구배와 양쪽 구배 2종류가 있고, 주로 한쪽 구배가 많이 사용된다.
문 14. 밀링머신에 대한 설명으로 옳지 않은 것은?
① 수직형 밀링머신은 홈가공이 가능하다.
② 주축의 방향에 따라 수직형과 수평형으로 나눌 수 있다.
③ 수평형 밀링머신은 한 개의 날을 가진 커터를 사용한다.
④ 수직형 밀링머신은 절삭공구로 엔드밀을 사용할 수 있다.
③
<밀링머신>
주축의 방향에 따라 평밀링작업용 수평형과 정면밀링·엔드밀링·보링·드릴링작업용 수직형으로 구분된다. 이들 기계의 구성요소들은 수동으로 혹은 동력을 사용하여 구동하며, 각종 CNC 장치를 부착하여 사용하기도 한다.
<수직형 밀링머신, Vertical milling machine>
- 주축이 테이블에 대하여 수직으로 설치되어 강력한 구조로 되어있다.
- 주축은 상·하로 이동되고 고정, 경사시킬 수 있다.
- 커터는 엔드밀을 사용하며 공작물의 내면, 외면, 홈 절삭을 할 수 있다.
- 정면 커터를 사용하면 평면 가공도 할 수 있다.
문 15. 연삭숫돌의 눈메움(loading) 현상이 일어나는 일반적인 원인이 아닌 것은?
① 연삭숫돌의 조직이 치밀한 경우
② 연삭숫돌 입도 번호가 작은 경우
③ 연삭작업 시 연삭 깊이가 큰 경우
④ 연삭숫돌의 원주속도가 느린 경우
②
<로딩, Loading>
결합도가 높은 숫돌에 구리와 같이 연한 금속을 연삭하였을 때에는 숫돌 표면의 기공에 김이 메워지게 되므로 연삭이 잘 안된다. 이러한 현상을 로딩(Loading)이라 한다.
<로딩의 원인>
- 입도의 번호와 연삭 깊이가 너무 클 때
- 숫돌의 원주속도가 너무 느린 경우
- 조직이 치밀한 경우
<로딩의 결과>
- 연삭성이 불량하고 다듬면이 거칠다.
- 다듬면에 상처가 생긴다.
- 숫돌입자가 마모되기 쉽다.
문 16. 산소-아세틸렌 용접 작업 시 안전수칙으로 옳지 않은 것은?
① 역화가 발생하였을 때는 산소 밸브를 닫는다.
② 산소 호스와 아세틸렌 호스는 색깔로 구분하여 사용한다.
③ 작업 완료 후에는 산소 밸브를 먼저 닫고 아세틸렌 밸브를 닫는다.
④ 토치 점화 시, 조정기의 압력을 조정하고 나서 산소 밸브를 열고 점화한 후 아세틸렌 밸브를 연다.
④
<산소-아세틸렌 용접, oxy-acetylene welding>
산소와 아세틸렌의 혼합 가스를 토치에 의해 연소시켜서(연소 온도 약 4,000℃) 금속의 이음부를 용융하고 용가제를 보충하면서 용접을 하는 방법이다. 연강이나 특수강 및 비철합금류의 용접에 널리 이용된다. 토치 점화 시, 조정기의 압력을 조정하고 나서 산소 밸브를 열고, 아세틸렌 밸브를 연 후 점화한다. 역화가 발생하였을 때는 산소 밸브를 닫아야 하고, 작업 완료 후에는 산소 밸브를 먼저 닫고 아세틸렌 밸브를 닫는다.
<토치 점화>
- 토치를 가연성 물질이 없는 안전한 곳을 향하도록 잡는다.
- 토치의 산소 밸브를 약간의 먼지가 날릴 정도로 소량 열어준다.
- 아세틸렌 밸브를 ¼ 정도 회전하여 열며 점화 라이터를 점화한다.
- 점화시에 아세틸렌만 열고 점화하면 그을음이 많이 발생한다.
→ 산소를 많이 방출하고 점화하면 폭음(순간 연소)이 일어난다.
- 점화는 가스용접 전용 라이터를 사용한다.
<각 구성용품의 색깔>
- 산소호스의 색깔: 녹색 및 검은색
- 아세틸렌 호스 색깔: 적색
- 산소통: 녹색
- 아세틸렌 통: 황색
문 17. 급속귀환기구(quick return mechanism)를 사용하는 셰이퍼(shaper)에 대한 설명으로 옳지 않은 것은?
① 절삭행정과 귀환행정의 길이가 같다.
② 일반적으로 공작물은 바이스에 고정한다.
③ 수평가공, 각도가공, 홈가공 등을 할 수 있다.
④ 바이트의 이동방향에 평행하게 공작물이 이동하여 가공된다.
④
<급속귀환기구, Quick return mechanism>
셰이퍼(shaper)와 플레이너(planer)는 급속 귀환 운동을 하면서 공작물을 가공한다. 구조상으로 왕복운동을 하지만 한쪽으로 갈 때는 절삭을 하고, 돌아올 때는 절삭을 하지 않으므로 능률을 올리기 위해 급속 귀환 장치를 설치한다.
<셰이퍼의 특징>
- 셰이퍼(형삭)에서는 더브테일 가공이 가능하다.
- 넖은 평면보단 구멍가공이나 내접기어, 스퍼기어, 스플라인 정도 가공
→ 수평가공, 각도가공, 홈가공 등을 할 수 있다.
- 주로 짧은 공작물의 평면을 가공할 때 사용한다.
- 절삭행정과 귀환행정의 길이가 같다.
- 일반적으로 공작물은 바이스에 고정하고 공구는 직선절삭운동을 한다.
문 18. 절삭공구수명에 대한 설명으로 옳지 않은 것은?
① 절삭속도가 증가하면 공구수명이 감소한다.
② 이송속도가 증가하면 공구수명이 감소한다.
③ 절삭온도가 높아지면 공구수명이 증가한다.
④ 공작물의 미세조직은 공구수명에 영향을 준다.
③
<테일러의 공구수명 방정식>
$V T^{n}=C $
<공구수명>
- 절삭속도가 증가하면 공구수명이 감소한다.
- 이송속도가 증가하면 공구수명이 감소한다.
- 절삭온도가 높아지면 공구수명이 감소한다.
→ 절삭온도의 증가는 공구를 연화시킨다.
- 공작물의 미세조직은 공구수명에 영향을 준다.
문 19. 분말금속 성형공정에서 사용되는 열간등압성형(HIP: hot isostatic pressing)에 대한 설명으로 옳지 않은 것은?
① 초경공구의 치밀화에 사용된다.
② 가압 매개체로는 주로 물을 사용한다.
③ 균일한 결정립 구조의 압축생형(green compact)을 제조할 수 있다.
④ 일반적으로 냉간등압성형(CIP: cold isostatic pressing)에 비해 낮은 압력범위에서 이루어진다.
②
<균형압축, isostatic pressing>
압축생형은 균형압축, 압연, 단조와 같은 추가공정으로 밀도가 개선될 수 있다. 압축된 분말의 밀도는 불균일하기 때문에 압축생형이 보다 균일한 밀도를 가지려면 정수압(hydrostatic pressure)이 가해져야 한다. 이는 눈덩어리를 손으로 뭉치는 것과 같다.
<냉간균형압축, CIP, cold isostatic pressing>
금속분말을 네오프렌 고무, 우레탄, PVC 같은 고탄성재료의 유연한 고무몰드에 채우고, 물을 이용하여 압력실 내에서 정수압을 가하는 방법이다. 이때의 상용압력은 400MPa이며, 최고 1,000MPa까지도 이용된다.
<열간균형압축, HIP, hot isostatic pressing>
고용융점을 갖는 판재로 용기를 만들어서 금속분말을 넣고, 불활성가스나 유리질의 유체를 압력매개체로 하여 가압하는 방법이다. HIP의 상용압력은 1,100℃에서 100MPa이며 점차 온도와 압력이 커지는 추세이다. HIP의 주된 장점은 100%의 완전밀도를 갖게 하고, 입자들 간에 접합이 강하며, 기계적 성질이 양호한 압축 생형을 생산한다는 것이다. HIP 공정은 비교적 고가의 공정으로, 항공기용 초합금부품, 텅스텐카바이드 절삭공구, P/M 공구강의 최종 치밀화공정, 초합금이나 티타늄 주물의 내부기공 압착 및 성질개선에 주로 사용된다. 균형압축의 주요 장점은 모든 방향으로 균일하게 압력을 가하고, 다이벽면과의 마찰이 없으므로 모양에 상관없이 거의 균일한 결정립구조와 밀도를 갖는 압축 생형을 생산한다는 점이다. 길이 대 직경의 비가 큰 경우에도 매우 균일한 밀도와 강도, 인성, 표면정도가 좋은 제품을 생산할 수 있다. 이 방법은 치수공차 범위가 넓고, 시간이 많이 걸리며, 한 번에 가공하는 부품개수가 적어서 부품당 비용이 많이 드는 단점을 갖고 있다.
문 20. 수차에 대한 설명으로 옳지 않은 것은?
① 반동수차에는 프란시스수차, 프로펠러수차가 있다.
② 펠톤수차는 큰 낙차와 노즐분사에 의한 충동력을 이용한다.
③ 수력효율은 회전차를 지나는 유량을 수차에 공급되는 유량으로 나눈 값이다.
④ 수차의 이론적인 출력은 유체의 비중량[$N/m^{3} $], 유효낙차[m], 유량[$m^{3} /s$]의 곱으로 표현할 수 있다.
③
<충동 수차, 충격 수차>
충동 수차는 물의 위치 에너지를 속도 에너지로 변환하는 것과 같은 수차이다. 대부분의 에너지를 물의 속도로부터 얻는다. 고낙차에서 수량이 비교적 적은 곳에 사용하기에 적합하고, 펠톤 수차와 크로스 플로우 수차로 나누어 진다.
<반동 수차>
회전차를 통과하는 물의 압력과 속도 감소에 대한 반동작용으로 에너지를 얻는 수차이다. 물이 날개바퀴 안을 수차의 회전축과 평행하게 흐르도록 되어있는 수차이며, 낙차가 작고 수량이 많을 때 쓴다. 프란시스 수차, 프로펠러 수차, 카플란 수차, 튜브라 수차, 바커 수차 등이 있다. 이 중에서 프로펠러 수차는 축류 수차라고도 한다.
<펠턴 수차, pelton turbine>
펠톤 수차는 분류가 수차의 접선방향으로 작용하여 날개차를 회전시켜서 기계적인 일을 얻는 충격수차로서 주로 고낙차에서 수량이 적은 곳에 사용하기 적합하다.
<프란시스 수차, francis turbine>
반동 수차의 일종이며 고정깃과 안내깃에 의해 유도된 물이 회전차를 회전시키고 축방향으로 송출된다.
<프로펠러 수차, propeller turbine>
반동 수차의 종류로, 20~40m의 저낙차로 수량이 풍부한 경우에 사용되는 수차. 날개바퀴는 배의 프로펠러와 비슷한데 날개바퀴를 통과하는 물은 회전축과 직각방향(반지름방향)의 속도성분을 갖지 않으므로 축류수차라고 일컫기도 한다. 날개바퀴는 주축에 4~8매의 주강 또는 스테인리스 주강제의 날개를 고정한 것이며, 낙차가 큰 것일수록 날개의 수가 많다. 날개의 주축에 대한 고정축을 부하의 변동에 따라 회전시켜 항상 합리적인 날개각도로 조정할 수 있는 것을 특히 카플란 수차라고 한다.
<수력효율>
총양정을 이론양정으로 나눈 값이다. 동력과, 펌프에서 송출되는 액체에 임펠러가 전달하는 동력의 비와 일치한다.
'기계일반 > 국가직 9급' 카테고리의 다른 글
| 2024년 국가직 9급 기계일반 문제 및 해설 (1) | 2024.04.07 |
|---|---|
| 2022년 국가직 9급 기계일반 문제 및 해설 (0) | 2023.04.08 |
| 2021년 국가직 9급 기계일반 문제 및 해설 (0) | 2023.04.08 |
| 2020년 국가직 9급 기계일반 문제 및 해설 (0) | 2023.04.08 |
| 2019년 국가직 9급 기계일반 문제 및 해설 (0) | 2023.04.08 |




댓글