문 01. 구조용 강의 인장시험에 의한 공칭 응력 - 변형률 선도(stressstrain diagram)에 대한 설명으로 옳지 않은 것은?
① 비례한도(proportional limit)까지는 응력과 변형률이 정비례의 관계를 유지한다.
② 탄성한도(elastic limit)에 이를 때까지는 하중을 제거하면, 시험편이 최초의 변형이 없는 상태로 돌아간다.
③ 항복점(yield point)에서는 하중이 증가하더라도 시험편의 변형이 일어나지 않는다.
④ 극한응력(ultimate stress)은 선도 상에서의 최대 응력이다.
③
문 02. 금속의 접촉부를 상온 또는 가열한 상태에서 압력을 가하여 결합시키는 용접은?
① 가스 용접
② 아크 용접
③ 전자빔 용접
④ 저항 용접
④
<저항 용접, resistance welding>
금속의 접촉부를 상온 또는 가열한 상태에서 압력을 가하여 결합시키는 용접방법이다. 용접모재에 큰 전류를 흘려서, 접합부의 접촉저항에 의한 발열에 의해 용접 모재를 가열하여 용융상태로 만들고 기계적 압력을 가해서 용접하는 방법이다. 용접방법에 따라 맞대기 용접, 점용접, 심용접 등이 있다.
<가스 용접, gas welding>
가스가 연소할 때 내는 높은 열을 이용해서 금속의 일부를 녹여 용접하는 방법
<아크 용접, arc welding>
금속과 금속을 접합하는데 아크 방전을 이용하는 방법
<전자빔 용접, electronic beam welding>
고진공 중에서 음극으로부터 방출된 전자를 고전압으로 가속, 피용접물에 충돌시켜 그 에너지로 용접하는 방법
문 03. 평벨트에 비해 V벨트 전동장치에 대한 특징으로 옳지 않은 것은?
① 미끄럼이 적고 속도비가 보통 크다.
② 운전이 정숙하고 충격을 잘 흡수한다.
③ 바로걸기와 엇걸기에 사용한다.
④ 작은 장력으로 큰 동력을 전달할 수 있다.
③
<V벨트의 특징>
- 운전 중 소음, 진동이 적고, 충격을 완화시킨다.
- 축간거리가 짧아도 되며, 설치면적을 절약할 수 있다.
- 미끄럼이 적어 큰 속도비를 얻을 수 있다.(1:7~10)
- 장력이 작으므로 베어링의 부담하중이 적다.
- 작은 장력으로서 큰 회전력을 얻을 수 있다.
- 고속운전이 가능하고 바로걸기로만 가능하다.
- 길이 조정이 불가능하다. 축간거리를 조정할 수 있도록 설계해야 한다.
- 벨트가 벗겨지는 일이 없고, 접촉각이 작은 경우에 유리하다.
- 끊어졌을 때 접합이 불가능하고 길이 조정이 불가능하다.
- 고속운전이 가능하고 충격완화 및 효율이 95% 이상으로 우수하다.
- 홈 각도는 40도이다.
→ 풀리홈각도는 40도보다 작게 해서 더욱 조여 마찰력을 증대시킨다.
→ 이에 따라 전달할 수 있는 동력이 더 커진다.
- 수명을 고려하여 10 ~ 18m/s의 범위로 운전을 한다.
- M, A, B, C, D, E형이 있다.
→ E형으로 갈수록 인장강도, 단면치수, 허용장력이 커진다.
문 04. 단면적 500mm², 길이 100mm의 봉에 50kN의 길이방향 하중이 작용했을 때, 탄성영역에서 늘어난 길이는 2mm이다. 이 재료의 탄성계수는?
① 5GPa
② 2GPa
③ 5MPa
④ 2MPa
①
<탄성계수>
$E= \frac{ \sigma }{ \varepsilon } = \frac{PL}{A \Delta l} $
문 05. 재료의 경도 측정에 사용되는 시험법과 그 시험에서 사용하는 압입자 및 측정하는 값을 나타낸 것 중 옳지 않은 것은?
① Brinell 경도:강구(steel ball), 압입자국의 깊이
② Vickers 경도:다이아몬드 피라미드, 압입자국의 대각선길이
③ Shore 경도:다이아몬드 추, 반발되는 높이
④ Rockwell C 경도:다이아몬드 콘(cone), 압입자국의 깊이
①
<비커스 경도, vickers hardness>
꼭지각이 136°의 정사각뿔인 다이아몬드 압입체를 일정한 시험 하중으로 시료의 시험면에 압입하여 생긴 영구 오목부의 크기로부터 시료의 경도를 측정하는 KS에서는 시험 하중 0.49~490N(5kgf~50kgf)에서의 시험 방법이 규정되어 있다. 또한 시험 하중 9.8N(1kgf) 이하의 시험은 미소 경도 시험으로 구분한다. 하중을 가하는 시간은 캠의 회전 속도로 조절한다.
<브리넬 경도, brinell hardness>
압입자인 강구에 일정량의 하중을 걸어 시험편의 표면에 압입한 후, 압입자국의 표면적 크기와 하중의 비로 경도를 측정한다.
<비커스 경도, vickers hardness>
압입자에 1~120kg의 하중을 걸어 자국의 대각선 길이로 경도를 측정하고, 하중을 가하는 시간은 캠의 회전속도로 조절한다.
<로크웰 경도, rockwell hardness>
압입자에 하중을 걸어 압입 자국(홈)의 깊이를 측정하여 경도를 측정한다.
예비하중: 10kg, 시험하중 B스케일: 100kg 강구, C스케일: 150kg, 120° 다이아몬드콘
<쇼어 경도, shore hardness>
다이아몬드 추를 일정한 높이에서 낙하시켜, 이 추의 반발높이를 측정해서 경도를 측정한다.
문 06. ㉠, ㉡에 들어갈 말을 순서대로 나타낸 것은?
강에서 ㉠ 이라 함은 변태점 온도 이상으로 가열한 후 물 또는 기름과 같은 냉각제 속에 넣어 급랭시키는 열처리를 말하며, 일반적으로 강은 급랭시키면 ㉡ 조직이 된다.
① 어닐링(annealing), 마르텐사이트(martensite)
② 퀜칭(quenching), 마르텐사이트(martensite)
③ 어닐링(annealing), 오스테나이트(austenite)
④ 퀜칭(quenching), 오스테나이트(austenite)
②
문 07. 미끄럼 베어링과 구름 베어링의 특성을 비교한 설명으로 옳지 않은 것은?
| 미끄럼 베어링 | 구름 베어링 | |
| ① | 자체 제작하는 경우가 많음 | 표준형 양산품임 |
| ② | 강성이 작음 | 강성이 큼 |
| ③ | 진동 및 소음이 적음 | 진동 및 소음이 발생하기 쉬움 |
| ④ | 저속회전에 적합 | 고속회전에 적합 |
④
<미끄럼 베어링의 장점>
- 큰 하중을 견뎌낼 수 있다.
- 구조가 간단하고 가격이 저렴하다.
- 높은 회전속도로 운전할 수 있다.(공진영역 이상)
- 전동과 소음이 적고 충격에 강하다.
- 윤활이 원활한 경우 반영구적으로 사용할 수 있다.
<미끄럼 베어링의 단점>
- 초기 기동 마찰이 크고 운전 중에 발열이 많다.
- 윤활장치에 세심한 주의를 기울여야 한다.
- 규격화되지 않아서 호환성이 거의 없다.
- 윤활유의 점도 변화에 따른 영향을 많이 받는다.
- 강성이 작다.
문 08. 원형축에 비틀림 모멘트를 가했을 경우에 축의 비틀림 각에 대한 설명으로 옳은 것은?
① 축 재질의 전단탄성계수 값이 작을수록 비틀림 각은 감소한다.
② 축 길이가 증가할수록 비틀림 각은 감소한다.
③ 단면 극관성모멘트값이 클수록 비틀림 각은 감소한다.
④ 축 지름이 작을수록 비틀림 각은 감소한다.
③
<축의 비틀림>
$T=k \theta $
<축의 비틀림각>
$\theta = \frac{TL}{G I_{P} } = \frac{32TL}{G \pi d^{4} } (rad)$
문 09. 하중을 들어 올릴 때 효율이 30%이고 피치가 4mm인 1줄 나사를 40N·mm의 토크로 회전시킬 때, 나사에 작용하는 축방향의 하중 [N]은? (단, π = 3으로 계산한다.)
① 18
② 19
③ 20
④ 21
①
<나사의 효율>
$\eta = \frac{Q}{P} \times tan \lambda = \frac{tan \lambda }{tan( \rho + \lambda )}= \frac{nQp}{2 \pi T} $
<나사의 리드각> <나사의 마찰각>
$tan \lambda = \frac{np}{ \pi d_{e} } $ $tan \rho = \mu $
문 10. 밀링가공에서 밀링커터의 날(tooth)당 이송 0.2mm/tooth, 회전당 이송 0.4mm/rev, 커터의 날 2개, 커터의 회전속도 500 rpm일 때, 테이블의 분당 이송 속도[mm/min]는?
① 100
② 200
③ 400
④ 800
②
<절삭속도> <분당 이송량>
$ v = \frac{ \pi DN}{1,000} $ $f=f_{z}NZ$
v: 절삭속도(m/min), t: 절삭시간(min), l: 가공길이(mm), N: rpm(rev/min), f: 분당 이송량(mm/rev), $f_{z} $: 날 수
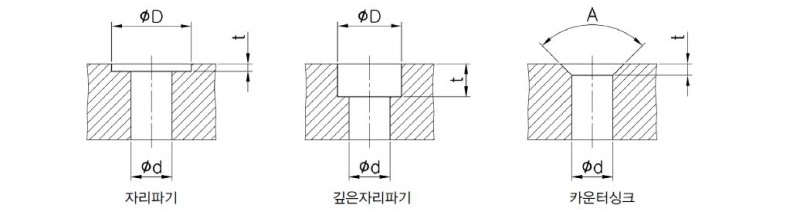
문 11. 드릴링머신 가공에서 접시머리나사의 머리가 들어갈 부분을 원추형으로 가공하는 작업으로 옳은 것은?
① 리밍(reaming)
② 카운터보링(counterboring)
③ 카운터싱킹(countersinking)
④ 스폿페이싱(spotfacing)
③
<스폿 페이싱, spot facing>
볼트나 너트 등 머리가 닿는 부분의 자리를 만들기 위하여 닿는 부분을 깎아서 자리를 만드는 작업이다.
<카운터 보링, counter boring>
작은나사, 둥근머리볼트의 머리부를 공작물에 묻히게 하기 위해 단이 있는 구멍뚫기 작업이다.
<카운터 싱킹, counter sinking>
접시형 구멍을 가공하는 것으로서, 앞 공정에서 뚫어놓은 구멍 주위를 경사지게 가공하여 접시 모양으로 만드는 것이다.
문 12. 소성가공법에 대한 설명으로 옳지 않은 것은?
① 압출:상온 또는 가열된 금속을 용기 내의 다이를 통해 밀어내어 봉이나 관 등을 만드는 가공법
② 인발:금속 봉이나 관 등을 다이를 통해 축방향으로 잡아당겨 지름을 줄이는 가공법
③ 압연:열간 혹은 냉간에서 금속을 회전하는 두 개의 롤러 사이를 통과시켜 두께나 지름을 줄이는 가공법
④ 전조:형을 사용하여 판상의 금속 재료를 굽혀 원하는 형상으로 변형시키는 가공법
④
<인발, drawing>
다이(die) 내의 테이퍼 구멍으로 소재를 잡아당겨서 테이퍼 구멍과 동일한 단면의 봉재, 관재, 선재를 제작하는 가공법이다.
<압연, rolling>
회전하는 한쌍의 롤러(roller) 사이로 재료를 통과시키며, 압축하중을 가하여 두께를 줄이고 단면의 형상을 변형시켜 각종 판재, 봉재, 단면재를 생산하는 가공법이다.
<전조, roll forming>
다이스 사이에 소재를 끼워 소성변형시켜 원하는 모양을 만드는 가공 방법으로 나사나 기어를 만드는데 사용하는 공정 방법
<압출, extrusion>
단면이 균일한 봉이나 관 등을 제조하는 공정 방법(가래떡 제조기)
문 13. 피치원 지름 D, 기어잇수 Z, 공구 압력각 α인 평기어의 기초원 피치로 옳은 것은?
① $\frac{ \pi D}{Z} sin \alpha $
② $\frac{ \pi D}{Z} cos \alpha $
③ $\frac{Z}{ \pi D} sin \alpha $
④ $\frac{ \pi D^{2} }{Z}cos \alpha $
②
기초원은 인벌류트 곡선이 시작되는 원이다.
<기초원 피치>
$m \pi cos \alpha $
<지름 피치>
기어 잇수를 피치원 지름으로 나눈 값으로 모듈의 역수
<모듈>
피치원 지름을 기어 잇수로 나눈 값
<기초원 피치>
기초원의 원둘레를 잇수로 나눈 값
문 14. 금속표면에 구슬 알갱이를 고속으로 발사해 냉간가공의 효과를 얻고, 표면층에 압축 잔류응력을 부여하여 금속부품의 피로수명을 향상시키는 방법은?
① 숏피닝(shot peening)
② 샌드블라스팅(sand blasting)
③ 텀블링(tumbling)
④ 초음파세척(ultrasonic cleaning)
①
<숏피닝, shot peening>
금속 표면에 구슬 알갱이를 고속으로 발사해 냉간가공의 효과를 얻고, 표면층에 압축잔류응력을 부여하여 금속부품의 피로수명을 향상시키는 기계적 가공법이다.
<샌드블라스팅, sand blasting>
공작물의 표면에 모래를 분사시켜 주물의 표면을 청소하거나 도금, 도장의 바탕을 깨끗이 하는 기계적 가공법이다.
<텀블링, tumbling>
충격마멸을 이용한 배럴가공이라고도 하며 배럴이라는 회전상자에 공작물, 미디어(media), 연마재, 컴파운데, 가공액을 넣고 진동을 주면서 회전시켜 공작물과 미디어가 서로 충돌을 반복하여 공작물 표면의 요철(주물귀, 돌기 부분, 스케일 등)을 깎아내어 제거하는 기계적 가공법이다.
<초음파세척, ultrasonic cleaning>
초음파를 이용하여 공작물 표면을 세척하는 전기적 공법이다.
문 15. 냉간가공과 열간가공에 대한 설명으로 옳지 않은 것은?
① 냉간가공을 하면 가공면이 깨끗하고 정확한 치수 가공이 가능하다.
② 재결정온도 이상에서의 가공을 열간가공이라 한다.
③ 열간가공은 소재의 변형저항이 적어 소성가공이 용이하다.
④ 냉간가공은 열간가공보다 표면산화물의 발생이 많다.
④
<열간가공>
- 열간가공은 재결정을 시키고 가공하는 것
→ 새로운 결정핵이 생성되었다는 것임
→ 결정핵은 크기도 작고 매우 무른 상태이기 때문에 강도가 약함
→ 따라서 연성이 우수하므로 가공이 잘 되는 정도가 크다.
→ 가공이 수월하므로 동력이 적게 들것이고, 가공시간이 빠름
→ 대량생산도 가능해진다.
- 재결정 온도 이상에 계속 노출
→ 새로운 결정은 성장하고, 결정립이 커지는 조대화가 일어난다.
→ 성장하며 배열을 맞춰가니 재질이 균일화된다.
→ 이 말은 곧, 결정립 구조의 방향성이 사라짐
→ 제품의 균일성(표면 거칠기)이 적어지고 등방성 구조를 가지게 됨
→ 높은 온도에서 가공을 하니, 산화가 잘 발생한다.
→ 즉 제품표면에서 산화가 일어나 거칠기가 크다.
- 빵 구울 때 원하는 모양으로 안 구워진다.
→ 열간가공 또한 치수 정밀도가 떨어진다.

문 16. M은 질량, L은 길이, T는 시간이라고 할때, 점성계수의 차원은?
① ML⁻¹T⁻²
② ML⁻¹T⁻¹
③ MLT⁻¹
④ M⁻¹L⁻¹T⁻²
②
점성계수는 Pa·s
문 17. 버니어 캘리퍼스의 길이 측정이 그림과 같을 때 측정값 [mm]은? (단, 아들자는 39mm를 20등분한 것이다.)

① 12.20
② 12.30
③ 12.45
④ 12.90
③
문 18. 내연기관에서 도시열효율, 이론열효율, 제동(순)열효율 사이의 관계로 옳은 것은?
① 이론열효율 < 도시열효율 < 제동(순)열효율
② 제동(순)열효율 < 이론열효율 < 도시열효율
③ 제동(순)열효율 < 도시열효율 < 이론열효율
④ 도시열효율 < 이론열효율 < 제동(순)열효율
③
내연기관의 열효율 중에서 제동(순)열효율이 실제의 열효율이므로 가장 작고 그 다음이 그래프상의 열효율이며 그리고 이론열효율이 가장 크다. 제동(순)열효율은 엔진 축출력에서 계산된 열효율이며, 정미열효율(net thermal efficiency)이라고도 한다. 출력축에서 얻어지는 일(정미 일)을 엔진에 공급된 열량으로 나눈 것이다. 정미 일은 도시 일(도표에서 나타나는 일)보다 엔진 운동 부분의 마찰에 의해 잃어버리는 일과 보조 기계류를 구동하는 데 필요한 일(마찰 일)을 뺀 것을 말한다. 이론열효율은 이론적으로 계산된 열효율이다.
문 19. 기계 및 구조물의 1자유도계 선형(linear)진동과 관련된 설명으로 옳지 않은 것은?
① 질량이 증가할 때 고유진동수는 감소한다.
② 강성이 증가할 때 고유진동수는 증가한다.
③ 감쇠가 존재하면 공진에서 변위가 무한대로 되지 않는다.
④ 가진력이 클수록 고유진동수는 증가한다.
④
가진력과 고유진동수의 관계는 없다.
mx"+cx'+kx=F(t) 의 1자유도계 진동 공식에서 우변 F(t)가 가진력인데 이 항목은 고유진동수에 영향을 주지 않는다. 강성 k가 증가할 때 고유진동수는 증가하고 물체의 자중 m이 증가하면 고유진동수는 감소한다. 감쇠는 공진에서 변위가 무한대로 가는 것을 막아준다.
문 20. 회로의 압력이 설정치 이상이 되면 밸브가 열려 설정 압력 이상으로 증가하는 것을 방지하는 데 사용되는 유압밸브의 기호는?

②
<릴리프 밸브, relief valve>
회로의 압력이 설정치 이상이 되면 밸브가 열려 설정압력 이상으로 증가하는 것을 방지하는 데 사용되는 유압밸브이다.
① 유압 펌프
③ 감압 밸브
④ 시퀀스 밸브
'기계일반 > 국가직 9급' 카테고리의 다른 글
| 2017년 국가직 9급 기계일반 문제 및 해설 (0) | 2023.04.08 |
|---|---|
| 2016년 국가직 9급 기계일반 문제 및 해설 (0) | 2022.11.26 |
| 2014년 국가직 9급 기계일반 문제 및 해설 (0) | 2022.11.02 |
| 2013년 국가직 9급 기계일반 문제 및 해설 (1) | 2022.11.02 |
| 2012년 국가직 9급 기계일반 문제 및 해설 (0) | 2022.11.01 |




댓글