문 01. 내식성과 내마멸성이 우수하여 도시 가스 공급관, 수도용 급수관, 통신용 케이블관 등과 같이 매설용으로 널리 사용되는 관의 재료는?
① 고무
② 주철
③ 구리
④ 강
②
<주철관, cast iron pipe>
- 값이 저렴하고 내구성, 시공성이 우수하다.
- 내식성과 내마멸성이 우수하다.
- 가스관, 배수·수도용관, 통신용 케이블관 등 매설용으로 사용된다.
- 주철관의 호칭지름은 파이프 나사의 안지름이다.
- 관내면에 스케일이 발생할 수 있다.
- 충격에 약하고 접합부의 이탈이 쉽게 발생하며 용접을 할 수 없다.
- 강관에 비해 무겁고, 강도가 약하다.
문 02. 파스칼의 원리에 대한 설명으로 옳은 것은?
① 밀폐된 용기 내부의 압력은 용기의 체적에 비례한다.
② 밀폐된 이상유체에 가한 압력은 용기의 벽에 수평 방향으로 작용한다.
③ 밀폐된 이상유체에 가한 압력은 밀도에 따라 다른 크기로 전달된다.
④ 밀폐된 이상유체에 가한 압력은 유체의 모든 부분과 용기의 모든 벽에 같은 크기로 작용한다.
④
<파스칼의 원리, Pascal's principle>
밀폐 용기의 유체에 가한 압력은 모든 방향에서 같은 세기로 전달된다.
문 03. 유체의 누설을 막기 위한 너트로 가장 적절한 것은?
① 나비 너트
② 캡 너트
③ 사각 너트
④ 아이 너트
②
<나비 너트, wing nut>
손가락으로 돌려서 체결할 수 있는 손잡이가 달린 너트의 일종으로서 특히 손잡이 부분이 나비 날개 모양으로 생긴 것을 말한다.
<캡 너트, cap nut>
한쪽 면을 막아, 볼트가 관통하지 않는, 마치 헬멧 모양의 너트이다. 외관을 좋게 하거나 기밀성을 늘리기 위해 사용한다.
<아이 너트, eye nut>
한쪽 끝은 구멍에 암나사를 가지고 다른 쪽 끝에는 핀이나 끈(와이어)을 통할 수 있는 구멍이 있는 고리가 달린 너트.
<사각 너트>
외형이 사각형 모양으로서 주로 목재용으로 사용한다.
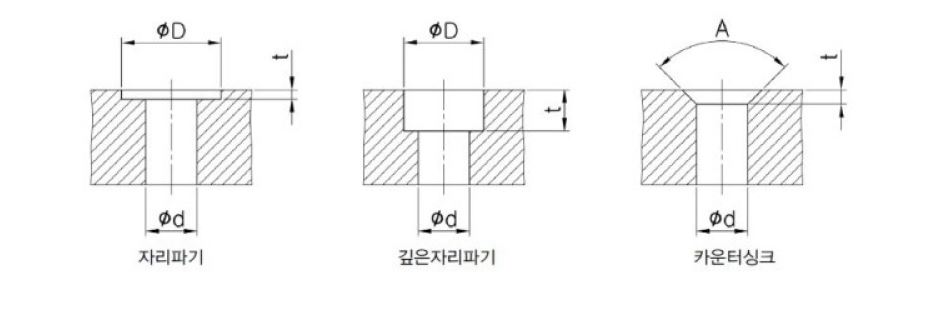
문 04. 그림과 같이 접시 머리 나사를 이용하여 공작물을 체결하고자 할 때 나사머리가 들어갈 수 있게 가공하는 방법으로 가장 적절한 것은?

① 태핑
② 스폿 페이싱
③ 카운터 보링
④ 카운터 싱킹
④
<스폿 페이싱, spot facing>
볼트나 너트 등 머리가 닿는 부분의 자리를 만들기 위하여 닿는 부분을 깎아서 자리를 만드는 작업이다.
<카운터 보링, counter boring>
작은나사, 둥근머리볼트의 머리부를 공작물에 묻히게 하기 위해 단이 있는 구멍뚫기 작업이다.
<카운터 싱킹, counter sinking>
접시형 구멍을 가공하는 것으로서, 앞 공정에서 뚫어놓은 구멍 주위를 경사지게 가공하여 접시 모양으로 만드는 것이다.
문 05. 열경화성 수지에 해당하지 않는 것은?
① 요소 수지
② 페놀 수지
③ 멜라민 수지
④ 폴리에틸렌 수지
④
<열경화성 수지, thermo setting resin>
에폭시, 페놀, 요소, 실리콘(규소), 멜라민
푸란, 아미노, 알키드, 폴리에스테르
- 아파요그만ㅜ에페요규멜ㅜ
<열가소성 수지, thermo plastic resin>
폴리염화비닐, 불소, 스티롤, 폴리에틸렌, 아크릴, 초산비닐, 메틸아크릴, 폴리아미드, 염화비닐론, 폴리프로필렌, 폴리스티렌, ABS, 불화탄소, 폴리카보네이트
<폴리우레탄>
열경화성, 열가소성 수지 종류가 2가지이므로 2개 다 해당.. 거품만 경화성
<합성 수지의 특징>
- 전기절연성과 가공성 및 성형성이 우수하다.
- 색상이 매우 자유로우며 가볍고 튼튼하다.
- 화학약품, 유류, 산, 알칼리에 강하지만 열과 충격에 약하다.
→ 열팽창 계수가 크고 내열성이 작다.
→ 화기에 약하고 연소 시에 유해물질의 발생이 많다.
- 무게에 비해 강도가 비교적 높은 편이다.
- 가공성이 높기 때문에 대량생산에 유리하다.
<열경화성 수지, thermo setting resin>
주로 그물모양의 고분자로 이루어진 것으로 가열하면 경화되는 성질을 가지며, 한번 경화 되면 가열해도 연화되지 않는 합성수지이다.
<열경화성의 특징>
- 가열에 따라 가교 결합하거나 고화된다.
- 플래시(flash)를 제거해야 하는 등 후가공이 필요하다.
- 재용융이 불가능하기 때문에 재생품을 사용할 수 없다.
- 높은 온도에서도 사용할 수 있다.
<열가소성 수지, thermo plastic resin>
주로 선모양의 고분자로 이루어진 것으로 가열하면 부드럽게 되어 가소성을 나타내므로 여러 가지 모양으로 성형할 수 있으며, 냉각시키면 성형된 모양이 그대로 유지되면서 굳는다. 다시 열을 가하면 물렁물렁해지며, 계속 높은 온도로 가열하면 유동체가 된다.
<열가소성의 특징>
- 가열에 따라 연화·용융·냉각 후 고화한다.
- 성형 후 마무리 및 후가공이 많이 필요하지 않다.
- 재생품의 재용융이 가능하다.
- 제한된 온도에서 사용해야 한다.
문 06. 체인을 이용하여 동력을 전달하는 방식에 대한 설명으로 옳지 않은 것은?
① 미끄럼이 없는 일정한 속도비를 얻을 수 있다.
② 진동과 소음의 발생 가능성이 크고 고속회전에 적당하지 않다.
③ 초기장력이 필요하며 베어링의 마찰손실이 발생한다.
④ 여러 개의 축을 동시에 구동할 수 있다.
③
<체인 전동장치의 장점>
- 큰 동력을 전달시킬 수 있고, 전동효율이 높다.(95%이상)
- 여러 개의 축을 동시에 구동할 수 있다.
- 미끄럼이 없어 일정한 속도비를 얻을 수 있다.
- 초기장력이 필요 없다.
- 정지 시, 장력이 작용하지 않아 베어링 반력이 발생하지 않는다.
- 링크 수를 조절하여 축간거리를 조절할 수 있다.
- 체인의 탄성에 의해 충격하중 흡수가 가능하다.
- 유지·보수가 쉽고, 수명이 길다.
<체인 전동장치의 단점>
- 진동과 소음이 심하다.
- 회전각의 전달 정확도가 좋지 않아서 고속 회전에 부적합하다.
- 링크의 피치 단위로 치수를 조절해야 한다.
- 윤활이 필요하다.
문 07. 입도가 작고 연한 숫돌 입자를 공작물 표면에 접촉시킨 후 낮은 압력과 미세한 진동을 주어 고정밀도의 표면으로 다듬질하는 가공 방법은?
① 래핑
② 호닝
③ 리밍
④ 슈퍼 피니싱
④
<슈퍼피니싱, super finishing>
연한 숫돌을 공작물에 압착하여 축방향으로 작은 진동을 주어 표면을 정밀하게 다듬는 가공법
<래핑, lapping>
주철이나 구리, 가죽, 천 등으로 만들어진 랩과 공작물의 다듬질할 면 사이에 랩제를 넣고 적당한 압력으로 누르면서 상대 운동을 하면, 절삭입자가 공작물의 표면으로부터 극히 소량의 칩을 깎아내어 표면을 다듬는 가공법이다. 주로 게이지블록의 측정 면을 가공할 때 사용한다.
<호닝, honing>
혼(hone)이라고 하는 숫돌을 방사상으로 부착한 공구를, 가공된 구멍에 넣고 회전과 왕복운동을 시켜 원통 내면을 정밀다듬질하는 가공법
<리밍, reaming>
드릴로 뚫은 구멍을 정밀하게 다듬는 가공
문 08. 전기 저항 용접(electric resistance welding)이 아닌 것은?
① forge welding
② seam welding
③ projection welding
④ spot welding
①
<압접법의 종류: 전기저항용접>
- 겹치기: 점용접, 프로젝션용접, 심용접(점프심)
- 맞대기: 플래시용접, 방전충격용접, 업셋용접(풀방업)
<압접법의 종류: 기타>
- 냉간압접(cold welding), 마찰용접, 가스압접
<압접법의 종류: 단접>
- 열간압접(forge welding), 해머압접, 다이압접, 로울압접
문 09. 가솔린 기관 중 4행정 사이클 기관과 비교한 2행정 사이클 기관의 특징으로 옳지 않은 것은?
① 크랭크 축 1회전 시 1회 폭발한다.
② 밸브 기구가 필요하며 구조가 복잡하다.
③ 배기량이 같은 경우 큰 동력을 얻을 수 있다.
④ 혼합 기체가 많이 손실되며 효율이 떨어진다.
②
2행정 사이클 기관은 4행정 사이클 기관보다 구조를 간단히 하기 위해 흡기밸브와 배기밸브를 생략한다.
<4사이클 기관: 장점>
- 각 행정이 완전히 구분되어 있다.
→ 열적 부하가 적고 체적효율이 높다.
- 블로바이(blow bye)가 적고 실화가 적으며 연료소비율이 적다.
- 시동이 쉽고 저속운전이 원활, 저속에서 고속까지의 속도범위가 넓다.
- 탄화수소(HC), 질소산화물(NOₓ)의 배출이 적다.
<4사이클 기관: 단점>
- 실린더수가 적으면 회전이 원활하지 못하다.
- 밸브기구가 복잡하고, 밸브기구로 인한 충격이나 소음이 크다.
- 출력당 중량이 크다.
<2사이클 기관: 장점>
- 매 회전시 폭발발생으로 마력이 크다.
- 4사이클 기관의 1.7~1.8배다.
- 밸브기구 유무에 상관없이 구조가 간단하고 취급이 용이하다.
- 고속에서 주철 피스톤의 사용이 가능하다.
- 피스톤 기구의 관성력이 적다.
- 회전력이 균일하여 플라이휠을 소형 경량으로 할 수 있다.
- 역전이 용이하고, 시동이 편리하다.
- 실린더 수가 적어도 회전이 원활하다.
- 출력당 중량이 작고 값이 저렴하다.
<2사이클 기관: 단점>
- 소기펌프가 필요하고 소음이 높기 때문에 고속시 문제가 있다.
- 회전속도를 높이지 못한다.
→ 그러나 너무 저속에서는 역화가 발생한다.
- 밸브기구의 관성력 때문에 최고속도가 제한된다.
- 유효행정이 짧아서 흡·배기가 불안정하고 열효율이 낮다.
- 연소 전, 손실 연료량이 있어 연료소비율이 높다.(단락 손실)
- 윤활유 소비량이 많고 과열되기 쉽다.
- 피스톤과 링 소손이 빠르다.
문 10. 절삭 시 발생하는 칩에 대한 설명으로 옳은 것만을 고른 것은?
ㄱ. 칩이 공구의 날 끝에 붙어 원활하게 흘러가지 못하면 균열형 칩이 생성된다.
ㄴ. 메짐성이 큰 재료를 저속으로 절삭하면 열단형 칩이 생성된다.
ㄷ. 공구의 진행방향 위쪽으로 압축되면서 불연속적인 미끄럼이 생기면 전단형 칩이 생성된다.
ㄹ. 연성재료에서 절삭조건이 맞고 절삭저항 변동이 작으면 유동형 칩이 생성된다.
① ㄱ, ㄴ
② ㄱ, ㄷ
③ ㄴ, ㄹ
④ ㄷ, ㄹ
④
<유동형 칩, 연속형 칩, continuous chip>
가장 이상적인 칩의 형태로서 일감이 깎여 나갈 때에 칩이 공구의 윗면을 원활하게 연속적으로 흘러나간다. 따라서 가공면이 깨끗하고 절삭력의 변동도 적으며 절삭작용이 원활하다. 발생조건은 아래와 같다.
- 연성재료를 고속절삭할 때
- 바이트의 윗면경사각이 클 때
- 절삭깊이가 작을 때
- 유동성 있는 절삭제를 사용할 때
<전단형 칩의 발생조건>
- 연성재료를 저속절삭 할 때
- 바이트의 윗면경사각이 작을 때
- 절삭깊이가 클 때
<열단형 칩>
칩이 공구의 날 끝에 붙어 원활하게 흘러가지 못하면 열단형 칩이 생성된다.
<균열형 칩, crack type>
불연속형 칩(discontinuous chip)이라고도 하며, 주철과 같은 취성이 큰 재료를 저속으로 절삭할 때 순간적으로 공구의 날끝 앞에서 일감에 균열이 일어나며 이때 발생하는 칩으로 진동때문에 날끝에 작은 파손이 생기고 깎여진 면도 매우 나쁘게 된다.
<균열형 칩의 발생>
- 주철과 같은 취성재료를 저속 절삭할 때
- 작은 경사각과 절삭깊이를 깊게 가공할 때
- 진동 때문에 날 끝에 작은 파손이 생겨 채터가 발생할 확률이 큼
문 11. 용접 부위에 공급된 용제 속에서 아크를 발생시켜 용접하는 방법은?
① 전기 아크 용접
② 텅스텐 불활성 가스 아크 용접
③ 서브머지드 아크 용접
④ 이산화탄소 아크 용접
③
<서브머지드 아크 용접, SAW, submerged arc welding>
유니언 멜트용접이라고도 하며 금속자동아크용접의 일종으로서 용접봉에 앞서 용제를 용접부에 쌓고 그 속에서 아크를 발생시켜 용접을 하므로 잠호용접이라고도 한다. 용도로는 선박, 강관, 압력탱크, 차량 등에 사용하며 열손실이 적다.
<열 손실이 가장 적은 것>
- 서브머지드 아크 용접
- 유니언멜트, 잠호, 링컨, 불가시
- 자동금속아크용접, 케네디용접
- 다 같은 용접 동의어임
문 12. 다음 작업들을 수행하는 공통적인 목적으로 가장 적절한 것은?
○ 로크 너트를 사용한다.
○ 스프링 와셔, 이붙이 와셔를 사용한다.
○ 볼트 끝 부분에 구멍을 뚫어 분할 핀을 장착한다.
① 전단응력의 감소
② 결합 풀림의 방지
③ 결합 모재의 보호
④ 응력 집중의 방지
②
<나사의 풀림 방지법>
- 와셔에 의한 방법(스프링, 고무, 톱니붙이, 혀붙이 등)
- 플라스틱 플러그에 의한 방법
- 로크너트에 의한 방법(더블너트, 고정너트)
- 철사를 이용하는 방법
- 분할핀에 의한 방법
- 멈춤나사에 의한 방법
- 자동죔너트에 의한 방법(절입너트)
세로드립 와플로철분먹자
문 13. 강의 표면 경화 열처리 방법이 아닌 것은?
① 침탄법
② 화염 경화법
③ 풀림법
④ 질화법
③
<강의 표면경화법>
- 물리적 표면경화법: 고주파경화법, 화염경화법, 숏피닝
- 화학적 표면경화법: 침탄법, 질화법, 청화법, 금속침투법(시멘테이션)
- 기타 표면경화법: 방전경화법, 샌드 블래스팅
- 금속침투법: 세라다이징(Zn), 크로마이징(Cr), 칼로라이징(Al), 실리콘나이징(Si), 보로나이징(B)
문 14. 내부조직이 치밀하고 강인한 작은 기어나 나사를 대량 생산할 때 사용하는 가공 방법으로 가장 적절한 것은?
① 전조 가공
② 호빙 머신 가공
③ 기어 셰이퍼(shaper) 가공
④ 기어 셰이빙(shaving)
①
<전조, roll forming>
다이스 사이에 소재를 끼워 소성변형시켜 원하는 모양을 만드는 가공 방법으로 나사나 기어를 만드는데 사용하는 공정 방법
문 15. 재료 시험방법에 대한 설명으로 옳지 않은 것은?
① 인장시험은 축 방향으로 잡아당기는 힘에 대한 재료의 저항성을 측정하는 시험이다.
② 경도시험은 일정한 온도에서 하중을 가하여 시간에 따른 변형을 측정하는 시험이다.
③ 충격시험은 고속으로 가해지는 하중에 대한 재료의 저항성을 측정하는 시험이다.
④ 굽힘시험은 시험편에 굽힘 하중을 가하여 재료의 손상이나 저항성 등을 측정하는 시험이다.
②
경도 시험은 경도 시험기를 사용하여 재료의 경도를 측정하는 시험이다.
문 16. 증기압축식 냉동기에서 냉매가 움직이는 경로를 바르게 나열한 것은?
① 압축기 → 응축기 → 팽창밸브 → 증발기 → 압축기
② 압축기 → 팽창밸브 → 증발기 → 응축기 → 압축기
③ 압축기 → 증발기 → 팽창밸브 → 응축기 → 압축기
④ 압축기 → 응축기 → 증발기 → 팽창밸브 → 압축기
①
압응팽증 or 증압응수팽
<증기압>
어떤 물질이 일정한 온도에서 열평형상태가 되는 증기의 압력이고 밀폐된 용기 내의 액체 표면을 탈출하는 증기의 양이 액체 속으로 재침투하는 증기의 양과 같을 때 같의 압력이기도 하다.
- 증기압이 클수록 증발하는 속도가 빠르다.
- 분자의 운동이 커지면 증기압이 증가한다.
- 증기 분자의 질량이 작을수록 큰 증기압을 나타내는 경향이 있다.
- 기압계에 수은을 이용하는 것이 적합한 이유는 증기압이 낮기 때문
- 쉽게 증발하는 휘발성 액체는 증기압이 높다.
- 액체의 온도가 상승하면 증기압이 증가한다.
- 증발과 응축이 평형상태일 때의 압력을 포화증기압이라 한다.
- 유동하는 액체 내부에서 압력이 증기압보다 낮아지면
→ 액체가 기화하는 공동현상이 발생한다.
문 17. CAD 작업에서 설계물의 관성모멘트를 계산할 수 있는 형상 모델링 방법은?
① dot-wire modeling
② wire-frame modeling
③ surface modeling
④ solid modeling
④
<솔리드 모델링, solid modeling>
컴퓨터로 3차원의 물체를 표현하는 데 이용하는 수법의 하나다. 물체 표면의 정보뿐만 아니라 내부에 대해서도 색이나 질량 따위의 데이터를 갖는다. 선의 조합으로 표현하는 와이어프레임 모델이나 면의 조합에 의한 서비스 모델에 비해, 물체를 가공할 때 고도의 처리 가능하다. 3D CAD를 생각하면 이해하기 쉽다.
<솔리드 모델링의 특징>
- 3차원 물체(꽉 찬)의 그림으로 표현된다.
- 은선 제거, 단면도 작성, 복잡하고 정확한 형상표현이 가능하다.
- 곡면기반 모델링이라고도 한다.
- 데이터 용량이 매우 크다.
- 다양한 물리적 성질 값의 계산이 가능하다.(질량, 관성모멘트 등)
- 간섭체크가 용이하다.
문 18. 그림과 같은 마이크로미터를 이용하여 수나사에서 측정할 수 있는 것은?

① 골지름
② 피치
③ 호칭지름
④ 나사산 높이
③
<외경 마이크로미터>
문제에 주어진 그림은 외경(외측) 마이크로미터로 공작물의 바깥지름을 측정할 때 사용한다. 수나사의 바깥지름은 호칭지름이다.
문 19. 금속재료의 인장시험을 통해 얻을 수 있는 성질로만 묶은 것은?
① 파단점, 내마모성, 인장강도
② 프아송 비, 단면 수축률, 연신율
③ S-N 선도, 항복점, 연성
④ 응력-변형률 선도, 탄성한도, 전성
②
<인장시험, tension test>
시편(재료)에 작용시키는 하중을 서서히 증가시키면서 여러 가지 기계적 성질을 측정하는 시험이다.
<인장시험을 통해 얻을 수 있는 성질>
- 시험편 평행부의 원 단면적
- 표점 거리, 단면 수축률, 항복 연신율, 파단 연신율, 푸아송 비
- 인장강도, 상항복점, 하항복점, 탄성계수, 내력
문 20. 그림과 같은 기구의 평면 운동에 대한 설명으로 옳은 것은? (단, 링크 A, B, C는 모두 강체이며 링크 사이의 ○는 회전 관절을 나타낸다.)

① A가 360 ° 회전할 때, C는 왕복 각운동을 한다.
② A와 C는 모두 360 ° 회전한다.
③ A, B, C는 모두 왕복 각운동만 한다.
④ C는 360 ° 회전하나 A와 B는 왕복 각운동을 한다.
①
<쿠츠바흐 판별식>
m = 3 x (링크 - 1) - 2 x $f_{1} $(조인트) - $f_{2} $
- 선이 링크, 조인트는 동그라미
- 3개 링크가 연결된 조인트는 2개 취급
<4절 링크의 기본 정의>
"3개의 링크 길이의 총합 > 나머지 1개의 링크의 길이"
- 나머지 1개의 링크 길이는 4개 중에 제일 긴 링크의 길이
- 즉, 이 기본 조건을 충족하지 않는다면
→ 4절 링크 기구로서 성립하지 않는다는 것
<그라스호프의 법칙>
4절링크에서 두 부재사이의 지속적인 상대운동이 있으면 가장 짧은 링크와 가장 긴 링크 길이의 합이 항상 다른 두개의 링크길이의 합과 같거나 작아야 한다. 이 조건을 만족하면 적어도 하나의 링크는 360° 완전회전이 가능하다.
<그라쇼프의 4절 링크 정의>
S = 가장 짧은 링크길이
L = 가장 긴 링크길이
P = 나머지 2개 중 1개의 길이
Q = 마지막 링크길이
S + L ≤ P + Q
이 링크장치는 Grashof 이고, 적어도 하나의 링크는 고정평면에서 360도 완전회전을 할 수 있다. 그리고 이 부등식이 성립하지 않으면, 링크장치는 비-Grashof (non-Grashof)이고 고정평면에 대해서 완전회전이 가능한 링크는 존재하지 않는다. 위에서 설명한 내용은 링크의 조립순서에 무관하게 적용된다. 즉, Grashof 조건은 링크들이 조립되지 않은 채로 각각의 링크의 형태로도 결정될 수 있다. 다시 말해서, 장치가 S, L, P, Q의 순으로 조립되든지, 또는 S, P, L, Q 의 순서로 조립되든지 어떤 순서이든 간에 Grashof 조건을 변화시키지 않는다.
'기계일반 > 지방직 9급(고졸경채)' 카테고리의 다른 글
| 2020년 지방직 9급(고졸경채) 기계일반 문제 및 해설 (0) | 2023.12.24 |
|---|---|
| 2019년 지방직 9급(고졸경채) 기계일반 문제 및 해설 (0) | 2023.12.22 |
| 2017년 지방직 9급(고졸경채) 기계일반 문제 및 해설 (0) | 2023.12.12 |
| 2016년 지방직 9급(고졸경채) 기계일반 문제 및 해설 (1) | 2023.12.08 |
| 2015년 지방직 9급(고졸경채) 기계일반 문제 및 해설 (1) | 2023.12.08 |




댓글